In diesem Katalog legen Sie die Voreinstellungen für die Erzeugung der Produktionsdaten mit der Funktion ![]() Produktionsdaten/NC-Generator fest.
Produktionsdaten/NC-Generator fest.
![]() Registerkarte 'Datenerstellung'
Registerkarte 'Datenerstellung'
angelegt:
Datum der Anlage des Datensatzes.
letzte Änderung:
Datum der letzten Änderung.
Bezeichnung:
Beliebige Bezeichnung, die im Dialogfeld NcGenerator im Listenfeld zur Auswahl des Treibers verwendet wird.
Beschreibung:
Beliebige Bezeichnung, die im rechten unteren Fenster des Dialogfeldes NcGenerator in der Registerkarte Treiber/Auftragsdaten zur Information angezeigt wird.
Driver:
Auswahl des Unitechnik Treibers. Dieser wird im rechten unteren Fenster des Dialogfeldes NcGenerator in der Registerkarte Treiber/Auftragsdaten zur Information angezeigt.
Wenn Sie die Daten im PXML Format erzeugen möchten, wählen Sie den Eintrag ProgressXML.
Hinweis: Bitte beachten Sie, dass bei Verwendung der Funktion ![]() PTS Server Kontrolle mindestens ein Treiber im PXML Format angelegt werden muss, auf den im PTS-Katalog referenziert werden kann
PTS Server Kontrolle mindestens ein Treiber im PXML Format angelegt werden muss, auf den im PTS-Katalog referenziert werden kann
Zeichencodierung:
Beim Unitechnik Treiber ist gemäß Schnittstelle die Datei in ASCII Codierung zu erzeugen. Wahlweise kann sie auch in ANSI-Code erzeugt werden. Dies ist jedoch mit dem Schnittstellenpartner abzustimmen.
Die Einstellung ASCII/Multibyte ist für den asiatischen Raum vorgesehen. In ASCII hat ein Zeichen 1 Byte, chinesische Zeichen belegen hingegen bis zu 4 Byte. Mit dieser Einstellung werden Multibyte Zeichen mit der Länge 1 gezählt und sind damit in ASCII darstellbar.
Beim ProgressXML Treiber erfolgt die Codierung fix in UTF-8.
Grafische Darstellung der Ausgabe:
2D, 3D vorne links, 3D vorne rechts
Vorbelegung der grafischen Darstellung der Elemente im rechten oberen Fenster des Dialogfeldes NcGenerator. Bei der 3D-Darstellung kann das Element in der Isometrie von vorne links oder vorne rechts dargestellt werden.
Tipp: Die Wahlmöglichkeit der grafischen Darstellung am Bildschirm kann man sich für die Erkennung des ausgewählten Treibers zunutze machen: Werden unterschiedliche Treiber benötigt, stellen Sie unterschiedliche Darstellungen ein. So erkennen Sie sofort, welcher Treiber aktiv ist.
Produktionsdatenpfad
In das hier ausgewählte oder eingetragene Verzeichnis und den durch Schablone und Variable festgelegten Unterordner werden die Daten für die Maschinensteuerung geschrieben. Es kann jeder beliebige Pfad angegeben werden, auch Netzwerkpfade. Während eine Fehlermeldung ausgegeben wird, wenn das Verzeichnis nicht existiert, wird ein nicht vorhandener Unterordner automatisch erzeugt.
Hinweis: Die Festlegung von Schablone und Variable für den Unterordner erfolgt entsprechend den folgenden Erläuterungen zur Zusammensetzung des Dateinamens.
Produktionsdatei - Namenskonvention
Regel für die Zusammensetzung des Dateinamens.
Schablone: Eingabe der gewünschten Bezeichnung. Die variablen Werte werden über Formatierungszeichen als Platzhalter angegeben. Das Programm ersetzt die Formatierungszeichen durch den entsprechenden Wert. Diese Formatierungszeichen sind wie folgt anzugeben:
%s: bei Zeichenketten (Strings)
%d: bei Ganzzahlen (Integer)
%f: bei Gleitkommazahlen (Float)
Die Ausgabe der Zeichenketten und Zahlen kann auch formatiert werden:
%10s: Ausgabe von mindestens 10 Zeichen (mit Leerzeichen gefüllt).
%-10s: wie vor, linksbündig.
Durch Eingabe eines Punktes (".") zwischen "%" und der Zahl wird die gelieferte Zeichenkette auf die angegebene Zahl gekürzt.
Beispielsweise macht %.4s aus der Zeichenkette "1234567" den Ergebniswert "1234".
%3d: Ausgabe von mindestens 3 Zeichen (mit Leerzeichen gefüllt).
%03d: wie vor, jedoch mit Nullen gefüllt (z.B. 002).
%.3f: Ausgabe von 3 Nachkommastellen.
%6.3f: Ausgabe von insgesamt 6 Zeichen (inkl. Komma) und 3 Nachkommastellen.
Variable: Eingabe eines Rechenausdruckes für jeden Platzhalter. Als Trennung fungiert der Beistrich ','. Jeder Rechenausdruck kann alle Grundrechenarten, Zahlen und Variablen beinhalten. Zur Eingabe der möglichen Variablen, können Sie auf Schaltfläche Variable klicken und einen Unterdialog öffnen, in dem die möglichen Variablen angezeigt werden. Alternativ können Sie die Variablen auch direkt, händisch eintragen
Dateien löschen
Hier legen Sie fest, welche Dateien im festgelegten Datenpfad vor dem Erzeugen der Produktionsdaten gelöscht werden sollen. Hierzu legen Sie Schablone und Variable entsprechend den Erläuterungen zur Zusammensetzung des Dateinamens fest.
Hinweis: Da das Löschen der Dateien vor der Erzeugung neuer Dateien erfolgt und somit zum Zeitpunkt des Löschens die Elementvariablen (z.B. PosNr) nicht zur Verfügung stehen, können diese nicht zur Definition der Schablone verwendet werden. Das Löschen der Dateien funktioniert deshalb nur dann, wenn keine derartigen Variablen verwendet werden!
![]() Registerkarte 'PXML'
Registerkarte 'PXML'
Hier können Sie nur dann Einstellungen vornehmen, wenn in der Registerkarte Datenerstellung als Driver der Eintrag ProgressXML 1.3 eingestellt ist. Mit den Optionen legen Sie Begleitinformationen (sog. Mode-Direktiven) für den Datenempfänger fest. Die Einstellungen kennzeichnen den Inhalt der Datei bzw. die beabsichtigte Verwendungsbestimmung, sie beeinflusst aber nicht den tatsächlichen Inhalt der Datei.
Ausgabemodus kennzeichnen
Produktion:
Bei Aktivierung der Direktive besteht für die betreffenden Daten eine uneingeschränkte Produktionsfreigabe. Inhalte der Datei sollen produziert werden. Diese Direktive dient zum Unterscheiden von endgültigen CAD-Daten (mit Produktionsfreigabe) und Vorabversionen derselben Daten.
Bewehrung:
Diese Direktive ist ähnlich der Direktive Produktion, schränkt aber ein, dass die Freigabe für die Bewehrungsproduktion gilt. Inhalt soll (vom PTS Server) auf Produzierbarkeit getestet werden. Diese Direktive ist insbesondere bei Anlagen nützlich, die einen längeren Vorlauf bei der Bewehrungsvorbereitung erfordern, da dann eventuell die Bewehrungsproduktion schon vor der definitiven Zeichnungsfreigabe beginnen muss.
Materialwirtschaft:
Diese Direktive ist ähnlich der Direktive Produktion, schränkt aber ein, dass die Freigabe für die Materialbeschaffung gilt. Inhalt ist für ein ERP System zur Materialwirtschaft oder Verrechnung.
![]() Registerkarte 'PXML Erweiterungen'
Registerkarte 'PXML Erweiterungen'
Hier können Sie nur dann Einstellungen vornehmen, wenn in der Registerkarte Datenerstellung als Driver der Eintrag ProgressXML 1.3 eingestellt ist. In diesem Fall können bei der Erzeugung der Produktionsdaten sog. PXML Delegate Files (Dateien) erzeugt werden, mit deren Hilfe Informationen aus dem ERP-System, wie z.B. die Daten für den Auftragskopf (Auftragsnummer, Kundeninformationen, Liefertermin usw.) sowie die Artikelliste mit den CAD-Informationen (geometrischen Informationen) verschmolzen werden.
Im Gegensatz dazu stehen die PXML Delegate File V 1.3 Listen im ![]() Listengenerator, welche lediglich die Daten für den Auftragskopf sowie die Artikelliste der KST-Datei enthalten und bei denen die Produktionsdaten in einem zweiten Schritt noch einmal manuell erzeugt werden müssen.
Listengenerator, welche lediglich die Daten für den Auftragskopf sowie die Artikelliste der KST-Datei enthalten und bei denen die Produktionsdaten in einem zweiten Schritt noch einmal manuell erzeugt werden müssen.
Die PXML Daten mit den geometrischen Detailinformationen können auf zwei Arten erzeugt werden:
PXML Delegate File erzeugen
Zur Erzeugung der PXML Delegate Files aktivieren Sie das Kontrollkästchen, wählen unter Listenordner, ob das für die Erzeugung des PXML Delegate Files zu verwendende Formular im Standard oder im Büro liegt, und stellen im Auswahldialog das zu verwendende Formular ein.
Abfragedialog vor Listenverarbeitung
Bei Aktivierung des Kontrollkästchens können Sie die ggf. vor der Erzeugung der PXML Delegate Files aufzurufenden Abfrage-Templates getrennt für Decken-, Wand- und Ko(nstuktive)Fe(rtigteile)-Listen festlegen.
PXML Delegate Files zusammenführen:
Mit Delegate File ist die PXML Datei gemeint, die der Listengenerator mit den Inhalten für die Materialwirtschaft erzeugt. Diese Datei wird immer pro Projekt mit allen Elementen erzeugt. Der NC-Generator erzeugt hingegen die Dateien immer pro Fertigteil, also eine Datei pro Element, weil das der Leitrechner so einliest. Wenn alles komplett (also Produktion und Materialwirtschaft) an ein System übertragen werden soll, führt dies zu einem Problem, weil der NC-Generator die kaufmännischen Daten nicht ermitteln kann und der Listengenerator keine Produktionsdaten erzeugen kann. Somit wird erst mit dem Listengenerator die "Delegate" Datei erzeugt und dann mit dem NC-Generator die Produktionsdateien.
Mit folgender Einstellung legen Sie den Aufbau der Datei fest. Die Varianten im Auswahldialog haben folgende Bedeutung:
Wird das Kontrollkästchen bei entferne ungültige Produkt-Einträge aktiviert, so werden ungültige Knoten im PXML Delegate File gelöscht. Diese Option ist z.B. dann sinnvoll, wenn das PXML Delegate File nicht unmittelbar bei der Produktionsdatenerzeugung erzeugt wird, sondern ein von einer anderen Software erzeugtes PXML Delegate File eingebunden wird.
![]() Registerkarte 'Spiegelung/Struktur'
Registerkarte 'Spiegelung/Struktur'
Für das in der linken Auflistung gewählte Element können folgende Parameter festgelegt werden, wenn in der Registerkarte Datenerstellung ein Unitechnik Treiber eingestellt ist.
Hinweis: Werden für Wandelemente, die mit ![]() Elementieren (iWall) erzeugt wurden und bei denen die Produktionsreihenfolge getauscht wurde, Produktionsdaten erzeugt, so werden diese entsprechend auf der Palette gewendet, so dass die Geometrie, Aussparungen, Bewehrung, usw. jeweils richtig liegen. Bei der Doppel- und Thermowand, die mit der Einstellung 2-schalig produziert werden, erfolgt die Zuweisung zur entsprechenden Schale.
Elementieren (iWall) erzeugt wurden und bei denen die Produktionsreihenfolge getauscht wurde, Produktionsdaten erzeugt, so werden diese entsprechend auf der Palette gewendet, so dass die Geometrie, Aussparungen, Bewehrung, usw. jeweils richtig liegen. Bei der Doppel- und Thermowand, die mit der Einstellung 2-schalig produziert werden, erfolgt die Zuweisung zur entsprechenden Schale.
Bei einem ProgressXML Treiber können die Einstellungen nicht verändert werden, da es gemäß Definition nur eine einzige richtige Variante gibt. Bei Doppel- und Thermowand werden die Einzelplatten so dargestellt, wie sie vor dem Einwenden auf den Einzelpaletten liegen.
Datenstrukturen
Alle Elemente mit Ausnahme von Massivdecke, Massivwand, Sandwichwand, Konstr. Fertigteilen und Precast Elementen:
Diese Elemente werden ausschließlich in der Standardstruktur erzeugt. Bei Doppelwand und Thermowand wird je eine Datei für die Erstfertigung (Schale 1) und die Zweitfertigung (Schale 2) erzeugt. Die Dämmschicht wird, sofern im Dämmmaterialkatalog eine Referenz auf ein Einbauteil gesetzt wurde, als flächenförmiges Einbauteil übergeben. Die Kontur der Dämmschicht ergibt sich aus den Schattenflächen der Schichten.
Massivdecke, Massivwand und Sandwichwand:
Standard: Unitechnik Standardstruktur (siehe Schnittstellendefinition), d.h. auch das mehrschalige Sandwichwandelement wird in einer einzigen Datei geschrieben. Die Schichten im SLABDATE-Block werden ausgefüllt. In die CONTOUR-Blöcke werden alle Schalen übertragen, wobei die Konturen der Plattenteile, die nicht auf der Schalung liegen, mit dem Kantenattribut „Sonderschalung" versehen sind.
3D-Polyeder: Standardstruktur, zusätzlich zu den 2D-Geometriedaten werden 3D-Daten erzeugt. Diese Daten entsprechen nicht dem gegenwärtigen Stand der Schnittstelle und müssen mit dem Schnittstellenpartner abgestimmt sein.
Konstr. Fertigteile:
Standard: Unitechnik Standardstruktur (siehe Schnittstellendefinition)
Layer/Lot: Unitechnik Layer/Lot-Struktur (siehe Schnittstellendefinition)
Standardmäßig werden für jedes konstruktive Fertigteil zwei Layer erzeugt. Der untere Layer beinhaltet als Lot (Kontur) die unterste Fläche des Fertigteilkörpers und die Bauteildicke des Gesamtelements. Diese unterste Fläche muss plan auf der Schalung aufliegen, d.h. der Blickrichtungsvektor muss normal auf dieser Fläche stehen.
Zusätzlich wird ein Layer mit der Dicke 0 übertragen, der die oberste Deckfläche des Körpers beinhaltet.
Der CAD-Anwender kann benutzerdefinierte Schnittebenen mittels Z-Koordinaten angeben. In diesem Fall wird in der angegebenen Z-Höhe durchgeschnitten und die Schnittfläche als Layer übergeben. Die Dickenangaben erfolgen dann in der Höhe der Schnittebenen.
Eine weitere Einteilung in Lots erfolgt gegenwärtig nicht. Ein Lot beinhaltet immer sämtliche Polygone als Kontur, welche aus dem Schnitt in der entsprechenden Höhe resultieren.
Einbauteile und Rundstahl in der Struktur für Richt- und Schneideanlagen werden aufgrund der Z-Koordinaten zu den jeweiligen Layern zugeordnet. Alle anderen Elemente (Gitterträger, geheftete Bewehrung, Extirons …) werden im ersten Layer übertragen.
3D-Polyeder: Standardstruktur, zusätzlich zu den 2D-Geometriedaten werden 3D-Daten erzeugt. Diese Daten entsprechen nicht dem gegenwärtigen Stand der Schnittstelle und müssen mit dem Schnittstellenpartner abgestimmt sein.
Precast Elemente:
Precast Elemente werden in der Standardstruktur erzeugt. Eine Einstellung für die Spiegelung der Koordinaten ist ebenso wenig vorgesehen, wie Einstellungen für die Palettenbreite oder den Anschlag auf Palette.
Spiegelung der Koordinaten
keine, x-Richtung, y-Richtung, x+y-Richtung
Für die einzelnen Elemente können die Koordinaten des Elements gespiegelt werden. Dadurch wird auch der Ursprung, von dem aus die Koordinaten gemessen werden, bestimmt.
Palettenbreite zur Berechnung des y-Offsets beim Spiegeln:
Bei der plattenweisen Übergabe wird die Schale 2 aufgrund dieses Offsets berechnet.
Anschlag auf Palette:
Hiermit wird bei plattenweiser Übergabe die Lage auf der Palette simuliert. Bei der Einstellung oben wird das gesamte Element (also bei 2-schaliger Produktion sowohl Erstproduktion als auch Zweitproduktion) um 180 Grad nach oben auf die eingestellte Palettenbreite gedreht. Dies entspricht geometrisch einer Spiegelung der Koordinaten in x+y-Richtung. D.h. rein geometrsich gesehen ist zwischen "Anschlag oben" und "Spiegelung x+y" kein Unterschied, jedoch wird bei "Anschlag oben" ein Winkel von 180° im SLABDATE-Block, "Drehung auf der Palette" aufaddiert (bei überhohen Wänden ergibt sich dann 270° oder 90°).
Hinweis: Die Konfigurationsmöglichkeiten Spiegelung der Koordinaten und Anschlag auf Palette werden beide berücksichtigt und heben sich ggf. wieder auf! D.h. "Anschlag oben" und "Spiegelung x+y" ergibt wieder die ursprünglichen Daten, jedoch ist dann der Drehwinkel 180° gesetzt!
![]() Registerkarte 'Elementdaten'
Registerkarte 'Elementdaten'
Elementdaten
Elementteilbezeichnung:
Zur eindeutigen Identifizierung des Elements in einer Datenbank wird die Positionsnummer oder der Positionsnummerntext in die Schnittstelle geschrieben.
Produktkennungen überschreiben
Die in der Schnittstelle vorgegebenen Produktkennungen (z.B. 0 für Elementdecke) können hier frei definiert werden. Dabei kann jedem Fertigteiltyp eine eigene Produktnummer auf folgende Weise zugewiesen werden:
Um eine Produktnummer zu löschen, wählen Sie die Zuordnung in der Liste aus und klicken auf die Schaltfläche Löschen.
Hinweis: Bei den Konstruktiven Fertigteilen existiert sowohl ein exakter Typ (z.B. Stütze) als auch ein allgemeiner Typ (Konstruktive Fertigteile). Wenn der allgemeine Typ verwendet wird, gilt dieser für alle Konstruktiven Fertigteile. Existiert daneben noch eine Zuordnung für einen speziellen Typ, so hat diese Zuordnung Vorrang gegenüber dem allgemeinen Typ.
Existieren mehrere Zuordnungen für einen Typ, so wird immer die erste Zuordnung verwendet.
![]() Registerkarte 'Geometrie'
Registerkarte 'Geometrie'
Punkte auf durchgehenden Linien entfernen
Ist eine gerade Linie nur durch einen Punkt unterbrochen, wird dieser entfernt.
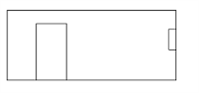
Elementgeometrie umhüllt Aussparungen am Plattenrand
Ist das Kontrollkästchen aktiviert, werden die Aussparungen am Elementrand nicht mit der Elementkontur verschnitten, sodass die ursprüngliche Elementkontur erhalten bleibt.
Achtung: Wenn eine Architekturöffnung über das Element hinaus eingezeichnet wird, wird das Element um die überstehende Öffnung vergrößert!
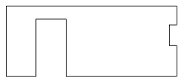
Ist das Kontrollkästchen deaktiviert, ergibt sich folgende Elementkontur.
Überstehende Teile bei max. Elementgröße berücksichtigen
Bei überstehenden Teilen des eingestellten Typs wird die maximale Elementgröße neu berechnet und die Koordinaten der jeweils aktivierten Daten neu berechnet. Für Einbauteile gelten grundsätzlich die Parameter des Einbauteilekatalogs.
Rundstahlbewehrung muss die Elementkante durchdringen, damit die Elementmaße vergrößert werden! D.h. ein Eisen mit einer Biegeform (z.B. Aufkröpfung), das vor der Plattenkante aus dem Element herausragt und über die Elementgrenzen hinausgeht, beeinflusst die Elementgröße nicht!
PXML Geometriedaten (SVertex):
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung als Driver der Eintrag ProgressXML 1.3 eingestellt ist. Die Einstellung legt die Übergabe schräger Kanten (z.B. bei Prismen, Polyedern usw.) an die Produktion fest. Wählen Sie, ob die Daten als Schattenfläche (2D) oder mit der in der PXML Version 1.3 zusätzlich möglichen Variante Erweiterte Vertices/Polyederzerlegung (3D) erzeugt werden sollen.
![]() Registerkarte 'Linienattribute'
Registerkarte 'Linienattribute'
Vergussfugen bei Massivwänden
Bei Vergussfugen am Wandende Kantenattribut (Bit 2) addieren
Ist bei einer Massivwand am Wandende (Stirnkante) eine Vergussfuge, kann an dieser Plattenkante das Vergussfugenattribut gesetzt werden.
Ist das Kontrollkästchen deaktiviert, wird das Vergussfugenbit nicht gesetzt. Anderenfalls stehen folgende Möglichkeiten zur Verfügung:
Nur addieren: Vergussfugenbit wird gesetzt, Fasenattribute bleiben wie sie von Allplan übergeben werden
Fasen setzen: Vergussfugenbit wird gesetzt, Fasenattribute O+U werden explizit gesetzt (Unitechnik-Bitmaske = 0004, wenn nicht zusätzlich noch andere Bits gesetzt sind)
Fasen löschen: Vergussfugenbit wird gesetzt, Fasenattribute O+U werden explizit gelöscht (Unitechnik-Bitmaske = 000D, wenn nicht zusätzlich noch andere Bits gesetzt sind)
Attribut-Manipulation
Dient dazu, um bestimmte Kantenattribute zu manipulieren, d.h. auf einen bestimmten Wert zu setzen, der im CAD nicht zur Verfügung steht (z.B. runde Kanten, etc). Es stehen drei Zeilen zur Verfügung, anhand deren Definitionen ganz bestimmte Attribute erkannt werden und durch andere Werte ersetzt werden können.
Bedeutung der einzelnen Felder:
Die Attribute bzw. Bitmasken werden in der Maske in Dezimalschreibweise eingegeben.
|
Bit Nr. |
Beschreibung |
Dezimal |
Hex |
|
0 |
keine Fase unten |
1 |
0x01 |
|
1 |
Sonderschalung |
2 |
0x02 |
|
2 |
Vergussfuge |
4 |
0x04 |
|
3 |
keine Fase oben |
8 |
0x08 |
|
4 |
Rundung unten |
16 |
0x10 |
|
5 |
Feder |
32 |
0x20 |
|
6 |
Nut |
64 |
0x40 |
|
7 |
Rundung oben |
128 |
0x80 |
(Da die Attribute in der Schnittstelle in Hexadezimalschreibweise angegeben werden, hat das Ergebnis u.U. informativen Charakter)
Beispiel zur Attribut-Manipulation
![]() Registerkarte 'Einbauteile'
Registerkarte 'Einbauteile'
Einbauteildaten erzeugen
Das Erzeugen von Einbauteildaten kann gänzlich deaktiviert werden.
Einbauteil-Bezeichnung:
Hier legen Sie fest, ob der Referenztext oder der Katalogs-Listentext eingetragen werden soll. Dies ist davon abhängig, wie die Daten vom Schnittstellenpartner ausgewertet werden. Alternierend wird immer die jeweils andere Bezeichnung in den Infotext eingetragen.
Wand-Schwerpunkt als Einbauteil erzeugen:
Für Wandelemente kann automatisch ein Einbauteil als Ersatzsymbol im Schwerpunkt der Wand erzeugt werden. Der Schwerpunkt errechnet sich aus den Masseschwerpunkten aller Schichten und/oder Betonbereiche. Der Name des Einbauteils kann entweder frei definiert oder über das Listenfeld aus dem Einbauteilekatalog gewählt werden.
Bei Auswahl eines im Einbauteilekatalog vorgegebenen punktförmigen Einbauteils kann das Ersatzsymbol, dessen Größe und andere Parameter, beeinflusst werden (Einstellungen in der Registerkarte Prod. intern). Geben Sie nur einen Text ein, so wird das Einbauteil mit festen Vorgaben erzeugt.
Decken-Lagesymbol als Einbauteil erzeugen:
Für Deckenelemente kann automatisch ein Einbauteil als Ersatzsymbol für das Lagesymbol (linke untere Ecke des Elements im Verlegeplan) der Decke erzeugt werden. Es wird die linke untere Ecke (min.y, min.x) gesucht und mittels Parallelabstand zu den Kanten (Abstand = x-Größe des Symbols) der Symbolpunkt errechnet. Der Name des Einbauteils kann entweder frei definiert oder über das Listenfeld aus dem Einbauteilekatalog gewählt werden.
Bei Auswahl eines im Einbauteilekatalog vorgegebenen punktförmigen Einbauteils kann das Ersatzsymbol, dessen Größe und andere Parameter, beeinflusst werden (Einstellungen in der Registerkarte Prod. intern). Geben Sie nur einen Text ein, so wird das Einbauteil mit festen Vorgaben erzeugt.
Wand-Aufkantung als Einbauteil erzeugen:
Architekturaufkantungen an einer Wand können separat als Einbauteil übertragen werden. Der Name des Einbauteils kann entweder frei definiert oder über das Listenfeld aus dem Einbauteilekatalog gewählt werden. Im letzteren Fall werden auch die Werte für „Typ und Einbau-Kennzeichen" aus dem Katalog korrekt eingetragen.
Bitte beachten Sie, dass Aufkantungen ums Eck oder 3D-Geometrien nicht exakt abgebildet werden können, da Einbauteile in der Unitechnik CAD-CAM Schnittstelle lediglich über ein Polygon mit Z-Basis und Dicke definiert sind.
Vergussfugen als Einbauteil erzeugen:
Vergussfugen in einer Massivwand können separat als Einbauteil übertragen werden. Der Name des Einbauteils kann entweder frei definiert oder über das Listenfeld aus dem Einbauteilekatalog gewählt werden. Im letzteren Fall werden auch die Werte für „Typ und Einbau-Kennzeichen" aus dem Katalog korrekt eingetragen.
Bitte beachten Sie, dass 3D-Geometrien nicht exakt abgebildet werden können, da Einbauteile in der Unitechnik CAD-CAM Schnittstelle lediglich über ein Polygon mit Z-Basis und Dicke definiert sind.
Abschalungskörper als Einbauteil erzeugen:
Abschalungskörper für mehrschichtige Wände, die im Paket produziert werden, können separat als Einbauteil übertragen werden. Das Einbauteil dient lediglich zur Berechnung der Betonverteilung, damit der Beton an den richtigen Stellen in der richtigen Menge verteilt wird! Der Name des Einbauteils kann entweder frei definiert oder über das Listenfeld aus dem Einbauteilekatalog gewählt werden. Im letzteren Fall werden auch die Werte für „Typ und Einbau-Kennzeichen" aus dem Katalog korrekt eingetragen. Ferner werden die im Einbauteilekatalog mit Schalungsattribute setzen: CONTOUR festgelegten Schalungsattribute gesetzt.
Bitte beachten Sie, dass 3D-Geometrien nicht exakt abgebildet werden können, da Einbauteile in der Unitechnik CAD-CAM Schnittstelle lediglich über ein Polygon mit Z-Basis und Dicke definiert sind. Die Abschalungskörper müssen in der Z Koordinate nach den vorhandenen Schichten aufgeteilt werden. Schräge Objekte müssen in volumengleiche, von oben gesehen konturgleiche Quader umgewandelt werden, d.h. das Betonvolumen und die Kontur für den Betonverteiler müssen stimmen.
Beachten Sie ferner, dass ein allgemeingültiger Algorithmus die Polyeder der Schichten auf Differenzen untersucht. Aufgrund dieser Untersuchung können Einbauteile entstehen, die möglicherweise nicht dem entsprechen, was sich die verarbeitende Software erwartet.
Bügelkörbe als Einbauteil erzeugen:
Min/Max-Boxen von Bügelkörben können separat als Einbauteile übertragen werden. Dies dient zur einfachen Kollisionskontrolle mit anderen Bauteilen am Leitrechner, da die exakte Lage von gebogenem Bewehrungsstahl über die Unitechnik CAD-CAM Schnittstelle nicht immer eindeutig reproduzierbar ist.
Der Name des Einbauteils kann entweder frei definiert oder über das Listenfeld aus dem Einbauteilekatalog gewählt werden. Im letzteren Fall werden auch die Werte für „Typ und Einbau-Kennzeichen" aus dem Katalog korrekt eingetragen.
Gitterträger als Einbauteil erzeugen:
Der Gitterträger wird als Einbauteil übergeben. Es kann dabei auf einen Eintrag im Einbauteilekatalog referenziert oder ein freier Name angegeben werden. Wird eine Katalogsreferenz verwendet, werden einige Parameter aus dem Katalog übernommen (Bezeichnung, Typ und Einbau-Kennzeichen, Infotexte).
Die Geometriedaten (für den Plotter oder Laser) werden dabei wie folgt erzeugt:
Trägermarkerlänge: Der Träger wird in der entsprechenden Länge nur angedeutet, also die Länge der Marker am Trägeranfang/Ende. Bei 0 wird der komplette Träger gedruckt.
Trägerbreite (UG) andeuten: Auf der Seite des Untergurts wird die Trägerbreite durch einen Querstrich angedeutet.
in zweiter Schale erzeugen: Der Gitterträger wird so erzeugt, dass der Untergurt in der zweiten Schale liegt.
![]() Registerkarte 'Bewehrung'
Registerkarte 'Bewehrung'
Bewehrungs-Daten erzeugen
Das Erzeugen von Bewehrungsdaten kann gänzlich unterdrückt werden.
Bewehrungsanlage
Datenstruktur:
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung ein Unitechnik Treiber eingestellt ist.
Richt- und Schneideanlage: Die Eisendaten werden in der Struktur für Richt- und Schneideanlage erzeugt (siehe Unitechnik CAD-CAM Schnittstelle).
geheftete Bewehrung + Richt- und Schneideanlage: Die Eisendaten werden in der Struktur für geheftete Bewehrung erzeugt.
Gitterträger und Bewehrungsstäbe außerhalb einer Bewehrungsmatte werden extra außerhalb der STEELMAT-Blöcke in den RODSTOCK- und BRGIRDER-Blöcken erzeugt.
geheftete Bewehrung: Die Eisendaten werden in der Struktur für geheftete Bewehrung erzeugt (siehe Unitechnik CAD-CAM Schnittstelle). Bewehrungen, die zur selben Matte gehören, werden in einem STEELMAT-Block geklammert. Voraussetzung hierfür ist, dass die Bewehrungsdaten mit dem Optima-Generator erzeugt wurden.
Anmerkung: Gitterträger und Bewehrungsstäbe außerhalb einer Bewehrungsmatte werden hierbei geometrisch (bezogen auf die X/Y-Ebene) zur Matte zugeordnet und innerhalb des STEELMAT-Blocks übergeben.
Z-Koordinate bei Eisen:
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung ein ProgressXML Treiber eingestellt ist.
bezogen auf STEELMAT: Normalerweise werden die Z-Koordinaten der Eisen (im RODSTOCK-Feld) bezogen auf den Z-Offset der Matte berechnet, d.h. also die erste Eisenlage hat immer Z=0, da die Betondeckung im Mattenoffset drin steckt.
absolut: Hiermit kann eingestellt werden, dass die absolute Z-Koordinate (bezogen auf SLABDATE) geschrieben wird, der Mattenoffset in Z-Richtung ist dann 0.
Wendeinformation:
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung ein ProgressXML Treiber eingestellt ist.
deaktiviert: Das Wendeflag der Matte (ob die Matte nach dem Schweißen gewendet werden muss) wird nicht gesetzt.
nach Spannrichtung: Das Wendeflag der Matte (ob die Matte nach dem Schweißen gewendet werden muss) wird gesetzt, wenn die Spannrichtung >= 45°ist.
nach Elementtyp: Das Wendeflag der Matte (ob die Matte nach dem Schweißen gewendet werden muss) wird in Abhängigkeit des Elementtyps gesetzt:
MSA-Quereisen Lage 2 erfassen als:
Bei gehefteter Bewehrung geht die exakte Eisenart verloren (da hier ja keine „Spieße" mehr verlegt werden müssen).
Diese Einstellung dient dazu, bei Optima-Eisen, die in der normalen Struktur für Richt- und Schneideanlagen übergeben werden, diese Eisenart „wiederherzustellen".
Matten und Bügelmatten
Matten erfassen als:
Gewöhnliche Lagermatten unterliegen in der Regel keinem automatischen Produktionsablauf und sind daher in der Schnittstelle nicht vorgesehen.
Externe Matte: Lagermatten werden als externe Matte (Unitechnik, "Informationsblock EXTIRON" bzw. PXML, "Type-Attribut" = "extiron") geschrieben.
'STEELMAT', nur Gewicht: es wird ein "STEELMAT-Block" (Unitechnik) bzw. ein "Steel Abschnitt" mit dem "Type-Attribut" = "mesh" bzw. "cage" (PXML) nur mit den Mattendaten geschrieben.
Hinweis: Bei Unitechnik muss hierzu für Datenstruktur geheftete Bewehrung aktiviert sein
'STEELMAT', vollständige Geometrie: es wird ein "STEELMAT-Block" (Unitechnik) bzw. ein "Steel Abschnitt" mit dem "Type-Attribut" = "mesh" bzw. "cage" (PXML) mit den Mattendaten geschrieben.
Im Anschluss folgen in Unitechnik die „RODSTOCK Blöcke" bzw. die "Bar-Einträge" in PXML, welche die vollständige Geometrie der Stäbe beinhalten.
Die Eisendaten können in einem leistungsfähigen Viewer (zB. AviCAD) angezeigt werden, Sie sind jedoch als "manuell produzierbar" gekennzeichnet.
Matte in BVBS-Datei (*.abs) schreiben
Von Lagermatten wird analog zu Eisen der BVBS-String in eine zusätzliche abs-Datei geschrieben. Im Unterschied zu Eisen, wo nur die nicht produzierbaren Stäbe in die abs-Datei geschrieben werden, werden Lagermatten immer in die abs Datei geschrieben, da diese auf Lager liegen und nicht individuell produziert werden und somit grundsätzlich nicht produzierbar sind.
Freie MSA-Matten, Bewehrungsgruppen
Eisenart aufgrund der Lage berechnen
Dieser Parameter dient zur Einstufung der Eisen der freien, nicht an ein Fertigteil verketteten gehefteten geraden Bewehrungsmatten, die im Aufgabenbereich Matten der Rolle Ingenieurbau mit der Einstellung ![]() MSA Matte verwenden erzeugt wurden.
MSA Matte verwenden erzeugt wurden.
Ist das Kontrollkästchen aktiviert, wird die Bewehrungsart der Eisen (1. Eisenlage, 2. Eisenlage, Wert 3 in Zeile 4 des RODSTOCK Blockes) in Abhängigkeit von der Höhenlage der Eisen bestimmt.
Gibt es kein Quereisen innerhalb der Matte, dessen z-Minimum kleiner oder gleich dem z-Minimum der Längsstäbe ist, wird die Bewehrungsart der Längs- und Querstäbe korrigiert. Die Längsstäbe bekommen dann die Bewehrungsart 1 bzw. 5, die Querstäbe 2 bzw. 6.
Ist das Kontrollkästchen deaktiviert, werden die Eisen immer nach ihrer Funktion als Quer- und Längseisen fest den Bewehrungsarten 1, erste Eisenlage (früher Querbewehrung) und 2, zweite Eisenlage (früher Längsbewehrung) zugeordnet.
Hinweis: Im Unterdialog Produzierbarkeit der Bewehrung gelten die Parameter gebündelt ablegen und mit Schale 1 produzieren ggf. für das korrigierte Eisen, da die Bündelung bzw. der "Umzug" in die andere Schale erst ganz zum Schluss durchgeführt wird.
Dasselbe gilt für die Sortierung: Da erst ganz am Schluss sortiert wird, zählt die korrigierte Bewehrungsart und nicht mehr die tatsächliche Eisenart.
Matte in Basislage drehen
Mit dieser Option können Sie die Matte ggf. in ihre Basislage drehen. Mit Basislage wird die Ebene bezeichnet, in der sich der definierte Basisschenkel befindet. Dieses trifft jedoch nur auf Gruppen zu, die sich in einem Fertigteil befinden, da frei übergebene Gruppen ohnehin in Ihre Basislage gedreht werden.
Hinweis: Dieses Feld wird nur aktiviert, wenn Sie für die Datenstruktur eine der Varianten geh.Bew. + Richt- u. Schn. oder geheftete Bewehrung gewählt habe. Bei Richt- + Schneideanlage ist die Option immer aktiv und ausgegraut.
![]() Registerkarte 'Produzierbarkeit'
Registerkarte 'Produzierbarkeit'
Produzierbare Durchmesser [mm]
Die Durchmesser, die die Eisenmaschine verarbeiten kann, sind getrennt für Quereisendurchmesser sowie Längs- und Zulagendurchmesser anzugeben.
Es können ein oder mehrere Werte angegeben werden. Beispiel: 6, oder 6,8,10, oder 0-99,.
Nicht produzierbare Durchmesser
Hier handelt es sich um Durchmesser, die lt. Konfiguration nicht produziert werden.
Schreiben mit Handproduktionsflag
Die Eisen werden mit der Kennung keine Automatikproduktion in die Unitechnik/PXML-Datei geschrieben.
Wird diese Option nicht aktiviert, werden die Eisen in der Datei weggelassen.
Zusätzlich BVBS-Datei erzeugen
Für die nicht produzierbaren Eisen wird zusätzlich je Element eine BVBS-Datei erzeugt. Somit können die Eisen an einer Stahlmaschine separat produziert werden. Der Name der Datei ist gleichlautend zur Unitechnik/PXML-Datei, die Erweiterung ist *.abs.
Warnung
Ist im Element ein nicht produzierbares Eisen vorhanden, so wird im Dialog des NC-Generators eine Warnung angezeigt.
![]() Registerkarte 'Filter'
Registerkarte 'Filter'
Grundsätzlich sind alle Eisenarten produzierbar. Hierfür sind die Standardeinstellungen bereits vorbelegt.
Sollen Eisen von diesen Standardeinstellungen abweichen, so müssen Sie hier die abweichenden Einstellungen vornehmen. Über einzelne, frei definierbare Filtereinstellungen können dann z.B. einzelne Eisenarten aus der Produktion ausgenommen werden. Diese Filter können beliebig zusammengestellt werden und beinhalten verschiedene Kriterien.
Die Registerkarte gliedert sich in 3 Bereiche:
Name des Filters:
Hier können Sie einen beliebigen Namen frei vergeben. Dieser dient zur Erkennung des jeweiligen Filters.
Filterbedingungen
Hier legen Sie die vom Standard abweichenden Einstellungen mit Filterbedingungen für die Produktionsdatenaufbereitung fest. Für jede Eisenart können Sie einzeln festlegen, ob und wie diese produziert werden soll. Die Felder haben im Einzelnen die folgenden Bedeutungen:
Eisenart:
Hier legen Sie fest, für welche Eisenart der Filter gelten soll. Hierfür stehen die folgenden Bewehrungen zur Auswahl:
nicht festgelegt: der Filter gilt für alle Eisen
Längseisen: Eisen der Grundbewehrung
Quereisen: Eisen der Grundbewehrung
Zulageeisen Std.Form: Zulagen der unteren bzw. oberen Bewehrung
Zulagen beliebig geformt: Freie gebogene Zulagen (Bewehrung aus dem Programmbereich Ingenieurbau)
Zulagen bel. geformt 3D,
Zulagen bel. geformt rund,
Bügeleisen: Bügeleisen eines Bügelkorbes
Bügel-Längseisen: Bügelzulagen eines Bügelkorbes bzw. von Bügelmatten
Bewehrungsgruppen
Lose MSA-Eisen: Lose Eisen einer gehefteten Bewehrung
Versatzschlaufen
Hinweis: Die Bewehrung in der Kernbetonschicht einer Thermowand mit Ortbetonkern wird über einen speziellen Filter eingestellt.
Lage der Bewehrung:
unten+oben, unten, oben
Diese Option kann nur bei den drei Eisenarten Längseisen, Quereisen und Zulageeisen Std.Form gewählt werden.
Hinweis: Die Lage der Bewehrung ergibt sich aus den Einstellungen bei der Bewehrungserzeugung und wird nicht vom NC-Generator selbst errechnet.
Bewehrungsart:
MSA oder ungeheftete Bew.: Der Filter gilt sowohl für geheftete als auch für ungeheftete Eisen.
ungeheftete Bewehrung: Der Filter gilt nur für ungeheftete Eisen.
MSA-Bewehrung: Der Filter gilt nur für MSA Eisen.
Beachten Sie, dass das Filterkriterium bei den folgenden Eisenarten nicht zur Verfügung steht:
Zulagen beliebig geformt, Zulagen bel. geformt 3D, Zulagen bel. geformt rund und Versatzschlaufen, da diese Zulagen nie geheftet sind. Der Filter ist fix mit der Einstellung ungeheftete Bewehrung vorbelegt.
Bewehrungsgruppen und Lose MSA-Eisen, da diese Eisenarten immer MSA Eisen sind. Der Filter ist fix mit der Einstellung MSA-Bewehrung vorbelegt.
In Schale:
Schale 1, Schale 2, Schale 1+2, Kernbetonschicht
Hier können Sie festlegen, in welcher Produktionsschale die Eisenart enthalten ist.
Sie können hier z.B. eine getrennte Behandlung für die Schalen konfigurieren oder Eisen in eine andere Schale umleiten.
Die Kernbewehrung nimmt hierbei einen Sonderstatus ein. Da diese Eisen primär zu keiner Schale gehören, kann hier ein Filter definiert werden, der die Eisen in eine produzierbare Schale umleitet. Alternativ können Sie die Kernbewehrung auch in der Kernbetonschicht übertragen.
Nummer / Lage:
Diese Option kann nur bei den drei Eisenarten Längseisen, Quereisen und Zulageeisen Std.Form gewählt werden.
Gemäß Bewehrungstypenkatalog sind bei Decken für die unteren Längseisen bis zu 3 Durchmesser (1. / 2. / 3.Lage) und für die oberen Längseisen sowie die unteren und oberen Quereisen bis zu 2 Durchmesser (1. / 2.Lage) möglich. Bei Wänden sind beidseitig bis zu 3 Durchmesser (1. / 2. / 3.Lage) möglich. Mit Nummer legen Sie fest, für welchen dieser Durchmesser der Eintrag gelten soll.
Bei Lage werden alle Eisen der Grundbewehrung durchgegangen und die Eisen nach aufsteigender z-Koordinate sortiert. Anschließend werden von jeder Bewehrungseinheit (untere Bewehrung, Ortbeton sowie oberer Bewehrung) die Eisen in Höhenlagen eingeteilt und von 1 weg gezählt.
Stablänge(n) [m]:
Hier können Sie bestimmte nicht produzierbare Stablängen für die gewählte Eisenart festlegen. Auf diese Weise können z.B. vorgefertigte Quereisen von der Produktion ausgeschlossen werden.
Es können ein oder mehrere Werte angegeben werden. Beispiel: 0-0.199 oder 0-0.199, 2.485, usw.
Drahtdurchmesser [mm]:
Hier können Sie bestimmte nicht produzierbare Durchmesser aus der Produktionsdatendatei ausschließen.
Filter / Umleitung / Parameter
Schreiben:
Hiermit legen Sie fest, ob das Eisen in die Produktionsdatendatei geschrieben wird oder nicht.
nein: Eisen werden nicht in die Unitechnik/PXML-Datei geschrieben.
ja: Eisen werden als automatisch produzierbar in die Unitechnik/PXML-Datei geschrieben. Dies gilt aber nur dann, wenn sie produzierbar sind!
ja, Handproduktion: Eisen werden mit dem sogenannten „Handproduktionsflag" in die Unitechnik/PXML-Datei geschrieben, wenn sie nicht produzierbar sind. Der Leitrechner gibt die Eisen dann nicht an die Maschine weiter. Diese müssen händisch geschnitten und eingebaut werden. Die Daten dienen dann hauptsächlich zur Erfassung in der Materialwirtschaft.
Biegedefinition:
Hier kann ggf. die Variante der Biegedefinition ausgewählt werden. Das Feld ist nur freigegeben, wenn mehr als eine Variante zur Verfügung steht.
Standard: Parametrisierte Standardbiegeformen, sofern zutreffend (in der PXML Datei werden z.B. auch Standardbiegeformen frei übertragen).
gebogen: Freie Biegeformen gemäß Unitechnik CAD-CAM Schnittstelle.
Die Biegedatenübergabe gehefteter Bügelkörbe erfolgt als freie Biegeform ohne spezielle Erweiterungen für Progress. Diese Art der Übergabe ist nicht für die Filzmoser Maschine geeignet.
ausgerollt: Beliebig gebogenes Eisen wird ohne Biegungen übertragen (gestreckte Länge). Bei Bewehrungsgruppen (geheftete Körbe) können die Längseisen und Quereisen gestreckt (ausgerollt) übergeben werden. Wenn an den gestreckten Schenkeln Querstäbe und/oder Längsstäbe geschweißt sind, werden die neuen Positionen entsprechend berechnet (einschl. Berücksichtigung der Biegeradien), so dass eine Fertigung an der Mattenschweißanlage möglich ist.
ausgerollt längs: Bei Bewehrungsgruppen (geheftete Körbe) werden die Längseisen gestreckt (ausgerollt) übergeben. Wenn an den gestreckten Schenkeln Querstäbe geschweißt sind, werden die neuen Positionen entsprechend berechnet (einschl. Berücksichtigung der Biegeradien).
ausgerollt quer: wie vor, jedoch mit gestreckten (ausgerollten) Quereisen und neuer Positionsberechnung für die ggf. an den gestreckten Schenkeln angeschweißten Längseisen.
Umleiten:
nicht umleiten, Schale 1, Schale 2, separate Datei
Für Fertigteile mit zweischaliger Produktionsweise (Doppelwand, Thermowand) können die Eisen der Schale 2 in der Schale 1 mitproduziert werden.
Die Kernbewehrung (bauseitige Bewehrung der Kernbetonschicht bei Thermowänden) kann entweder wahlweise in der Schale 1 oder 2 produziert werden oder es wird eine separate Datei erzeugt. Der Name dieser Datei ergibt sich aus dem Namen und der Dateierweiterung der Produktionsdatendatei (definiert in der Registerkarte Datenerstellung unter Dateinamen) mit einer weiteren angehängten Dateierweiterung *.bew.
Bei MSA-Bewehrungsgruppen kann, neben der Variante nicht umleiten, wahlweise in Schale 1 oder Schale 2 produziert werden. Daneben kann auch hier eine separate Datei erzeugt werden. Anders als bei der Kernbewehrung wird hier jedoch der Dateinamen im Feld Dateiname/Schabl. vordefiniert. Hier können Sie, analog zum Dateinamen für die Produktionsdaten auf dem Register Datenerstellung, eine Schablone für den Dateinamen der Bewehrungskorbdatei festlegen. Durch Klicken auf die Schaltfläche hinter dem Eingabefeld wird ein Unterdialog geöffnet, in dem Sie die Schablone und die Variable für die Bildung des Dateinamens definieren können. Hierfür stehen insbesondere die Variable GrpNr (Nummer der Bewehrungsgruppe) und BTName (Name der Bewehrungsgruppe) zur Verfügung.
Eisenart fixieren:
Hiermit können Sie einen bestimmten Bewehrungstyp erzwingen. So können Sie bestimmte Eisen immer mit derselben Eisenart übergeben, auch wenn diese eigentlich nicht zutreffend wäre.
Hinweis: Die Vorgabe „0" bedeutet hier, anders als in der Unitechnik CAD-CAM- oder PXML-Schnittstellenbeschreibung, nicht die Einstellung „ohne Definition". Stattdessen werden bei Einstellung „0" die Eisen mit der Eisenart übergeben, die sich aus den Einstellungen bei der Bewehrungserzeugung ergibt! Beachten Sie, dass die Option bei Bewehrungsgruppen nicht zur Verfügung steht.
Warnung
Enthält ein Element nicht produzierbare Eisenarten dieser Kategorie, erfolgt eine Warnung im Unterdialog von ![]() Produktionsdaten/NC-Generator.
Produktionsdaten/NC-Generator.
In BVBS-Datei schreiben
Für die nicht produzierbaren Eisen wird zusätzlich je Element eine BVBS-Datei erzeugt. Somit können die Eisen an einer Stahlmaschine separat produziert werden. Der Name der Datei ist gleichlautend zur Unitechnik/PXML-Datei, die Erweiterung ist *.abs.
gebündelt ablegen
Die Koordinaten des Eisens werden auf einen bestimmten, vorgegebenen Wert gesetzt. Diese Eisen werden dann mit der Hand verlegt.
Winkelkorrektur
Diese Option steht nur bei der Eisenart Bewehrungsgruppen zur Verfügung.
Dieser Parameter bewirkt, dass bei freien Biegedefinitionen in der Unitechnik CAD-CAM Schnittstelle ggf. ein „Pseudo"-Schenkel mit der Länge „0" und einem entsprechendem Winkel eingefügt wird, der die Biegeebene dreht.
Bei der Übergabe gehefteter Bügelkörbe handelt es sich um eine spezielle Form der Biegedatenübergabe, die es ermöglicht, die exakte Eisenposition im Raum zu errechnen. Diese Vereinbarung ist nur für spezielle Anlagen der Firma Progress gültig (kein Schnittstellenstandard). Es erfolgt eine spezielle Belegung einiger Felder im RODSTOCK Datensatz sowie die Übergabe im BIEGEDATENSATZ FÜR FREIE BIEGEFORMEN.
![]() Registerkarte 'Bündelung'
Registerkarte 'Bündelung'
Einlegewinkel für Eisenroboter Wand/Decke:
Hier wird dem NC-Generator mitgeteilt, welche Einlegewinkel gültig sind, um Eisen ggf. zu bündeln.
bündeln:
Einzustellen ist, ob die angeführten Eisen "gebündelt" abgelegt werden sollen. "Bündeln" bedeutet, dass die betreffenden Eisen alle auf eine (bestimmte) Koordinate gelegt werden. Diese Eisen werden dann mit der Hand verlegt. (z.B. "Spieße")
in Schale 1 produzieren:
Die betreffenden Eisen der 2. Schale werden bereits in der Schale 1 übergeben.
![]() Registerkarte 'Ablage'
Registerkarte 'Ablage'
Ablage von gebündelten Eisen
Ablagekoordinaten:
Hier werden die Ablagekoordinaten von gebündelten Eisen in x- und y-Richtung angegeben.
Ablagehöhe (z-Koordinate):
Die eingegebene Höhe wird als Z-Koordinate übertragen. Dies ist wichtig, wenn die Ablage über dem Querabschaler erfolgt, damit der Greifarm vom Eisenroboter nicht beschädigt wird.
Einlegewinkel auf 0 Grad setzen
Normalerweise wird der tatsächliche Winkel von gebündelten Eisen übergeben. Mit der Einstellung Einlegewinkel auf 0 Grad setzen - Ja wird der Einlegewinkel neu berechnet und auf 0 Grad gesetzt. Auf manchen Maschinen (Filzmoser) ist diese Einstellung erforderlich, damit der Roboter 2 Eisen auf einmal (mit dem Doppelgreifer) ablegt. Manche Maschinen benötigen jedoch den wahren Einlegewinkel (ungleich 0 Grad), damit die Eisen als nicht verlegbar erkannt werden.
![]() Registerkarte 'Sortierung'
Registerkarte 'Sortierung'
Hier wird die Sortierung der Eisendaten bestimmt.
Sortierreihenfolge/Sortierung
Markieren Sie einen Eintrag in der linken Tabelle und bearbeiten Sie diesen mit Hilfe der Schaltflächen rechts neben der Tabelle. Sie können den Eintrag nach oben oder unten verschieben, die Sortierung auf- oder absteigend festlegen sowie das Sortierkriterium aktivieren oder deaktivieren.
Mit den Funktionen rechts neben der Tabelle können Sie den markierten Eintrag![]() nach oben verschieben,
nach oben verschieben,![]() nach unten verschieben
nach unten verschieben![]() die Sortierung aufsteigend oder absteigend festlegen sowie
die Sortierung aufsteigend oder absteigend festlegen sowie![]() das Sortierkriterium aktivieren oder deaktivieren.
das Sortierkriterium aktivieren oder deaktivieren.
Ordnungsnummern für Eisenart
Werden die Eisen nach ihrer Eisenart sortiert, kann hier durch die Vergabe einer Ordnungsnummer eingestellt werden, welche Eisenart nun den Vorrang hat.
Die Ordnungsnummern können geändert werden, indem in der Liste die Nummer einer Eisenart markiert wird und danach mit einem Einfachklick auf die Ordnungsnummer diese zum Editieren geöffnet wird.
Bandbreite für x-/y-Koordinate:
Im angegebenen Bereich wird die Sortierung nach Koordinaten sozusagen deaktiviert, um bei geringen Abweichungen (z.B. leicht schrägen Kanten) die nächste Priorität vorzuziehen.
Bewehrungselemente komprimieren
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung ein Unitechnik Treiber eingestellt ist.
Eisen gleicher Länge und gleichen Durchmessers, die auf der Palette parallel zueinander liegen, werden nicht einzeln übergeben, sondern nach Stück/Abstand. Dadurch minimiert sich die Datenmenge erheblich, denn so werden z.B. 35 Stück Quereisen von 35 auf 1 Datenblock reduziert.
Max. Teilungsabstand [mm]:
Der maximale Teilungsabstand (Parallelabstand) für die zu komprimierenden Elemente kann bestimmt werden.
![]() Registerkarte 'Abstandshalter'
Registerkarte 'Abstandshalter'
Hier wird festgelegt, wie und an welchen Eisen Abstandshalter berechnet werden.
Abstandshalter übergeben
Längseisen:
Abstandshalter werden an den Längseisen berechnet.
Quereisen:
Abstandshalter werden an den Quereisen Lage 1 und/oder 2 (Spieße) berechnet.
AH-Typ:
Der Abstandshalter-Typ wird aufgrund der Betondeckung ermittelt. Die Angabe erfolgt über einen bestimmten Bereich (von-bis). Die Abstandshalterhöhe entspricht in der Regel Typ mal 5.
Beispiel: Typ 3: 0.0 - 19.0, Typ 4: 20.0 - 100.0
Wird kein gültiger Bereich gefunden, wird kein Abstandshalter übergeben.
Obere Quereisen:
Abstandshalter werden an den oberen Quereisen Lage 1 und/oder 2 berechnet.
AH-Typ für obere Quereisen:
Für die Quereisen der oberen Bewehrung wird generell dieser Typ übergeben.
gültige Durchmesser für Abstandhalter:
Hier wird festgelegt, welche Durchmesser für Abstandshalter gültig sind. Entspricht ein Durchmesser nicht dem angegebenen Bereich, wird kein Abstandshalter übergeben.
Berechnungsmethode:
äquidistant: Die Abstandshalter werden in gleichmäßigen Abständen auf den Quereisen verteilt. Die Anzahl der Abstandshalter ergibt sich aus dem Gewicht der auf den Quereisen aufliegenden Bewehrungselementen und der maximalen Tragkraft eines Abstandshalters. Verwendung bei Deckenelementen und Wand Zweitproduktion.
Träger fixieren: Die Abstandshalter werden abwechselnd links und rechts vom Gitterträger positioniert. Verwendung bei Wand Erstproduktion.
Abstands-Info:
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung ein Unitechnik Treiber eingestellt ist.
kurz: Es wird übergeben: Abstandshalter-Typ, Randabstand und Achsabstand.
lang: Jede Position des Abstandshalters wird übergeben (für nicht äquidistante Berechnungsmethode notwendig!).
![]() Registerkarte 'AH-Parameter'
Registerkarte 'AH-Parameter'
Spezielle Informationen zum Abstandshalter. Entsprechend der gewählten Abstandshalter-Berechnungsmethode werden die folgenden Parameter verwendet:
Anzahl
min./max. Anzahl pro Eisen:
Maximal 20 Stück möglich.
max. Anzahl pro Randeisen:
Maximal 150 Stück möglich.
Abstände
min. Randabstand:
Mindestrandabstand der Abstandshalter.
min./max. Abstand:
Grenzwerte der Abstandshalter zueinander.
Tragkraft
max. Tragkraft eines Abstandshalters [kg]:
Beeinflusst die Anzahl der Abstandshalter: Die Menge wird aus der Tragkraft der Abstandshalter und dem Gewicht der eingelegten Bewehrung einer Platte berechnet. Natürlich haben bei der Berechnung der Stückzahl die Parameter der anderen Bereiche eine höhere Priorität.
Hinweis:
Ist die Stückzahl der Abstandshalter generell zu hoch oder zu niedrig, verändern Sie zunächst die Einstellung der Tragkraft.
Parameter für 'Träger fixieren'
min. Abstand zum Eisen:
min. Abstand zum Träger Decke:
min. Abstand zum Träger bei Wand Schale 1:
min. Abstand zum Träger bei Wand Schale 2:
Nur gültig bei der Berechnungsmethode "Träger fixieren".
![]() Registerkarte 'Gitterträger'
Registerkarte 'Gitterträger'
Regelträger produzieren
Schubträger produzieren
Zulageträger produzieren
Hier kann die Produzierbarkeit von Trägern eingestellt werden.
Nur dominierenden Trägertyp übergeben
Sind unterschiedliche Gitterträgertypen in einer Platte enthalten (z. B. Schub- oder Zulageträger), wird nur der anzahlmäßig überwiegende Trägertyp an die Maschine übergeben, um einen Wechsel und damit Produktionsverzögerungen zu vermeiden.
Einlegewinkel für Roboter Wand / Decke:
Der Einlegewinkel ist anzugeben. Es können ein oder mehrere Werte eingetragen werden. Beispiel: 0, oder 0,90, .
Filter
Produzierbare Trägerhöhen:
Hier können Gitterträger aufgrund ihrer Höhe (im Gitterträgerkatalog eingetragen) von der Produktion ausgeschlossen werden.
Die Angabe erfolgt in [mm], es können mehrere Werte angegeben werden. Beispiel: 100,120,140,160,
Nicht produzierbare Längen:
Hier können Gitterträger aufgrund ihrer Länge von der Produktion ausgeschlossen werden.
Es können ein oder mehrere Werte eingegeben werden. Beispiel: 0-0.199, oder 0-0.199, 0.40,
![]() Registerkarte 'Sortierung'
Registerkarte 'Sortierung'
Hier wird die Sortierung der Gitterträgerdaten bestimmt.
Sortierreihenfolge/Sortierung
Markieren Sie einen Eintrag in der linken Tabelle und bearbeiten Sie diesen mit Hilfe der Schaltflächen rechts neben der Tabelle. Sie können den Eintrag nach oben oder unten verschieben, die Sortierung auf- oder absteigend festlegen sowie das Sortierkriterium aktivieren oder deaktivieren.
Mit den Funktionen rechts neben der Tabelle können Sie den markierten Eintrag![]() nach oben verschieben,
nach oben verschieben,![]() nach unten verschieben
nach unten verschieben![]() die Sortierung aufsteigend oder absteigend festlegen sowie
die Sortierung aufsteigend oder absteigend festlegen sowie![]() das Sortierkriterium aktivieren oder deaktivieren.
das Sortierkriterium aktivieren oder deaktivieren.
Ordnungsnummern für Trägerart
Werden die Träger nach ihrer Art sortiert, kann hier durch die Vergabe einer Ordnungsnummer eingestellt werden, welche Trägerart nun den Vorrang hat.
Die Ordnungsnummern können geändert werden, indem in der Liste die Nummer einer Trägerart markiert wird und danach mit einem Einfachklick auf die Ordnungsnummer diese zum Editieren geöffnet wird.
Bandbreite für x-/y-Koordinate:
Im angegebenen Bereich wird die Sortierung nach Koordinaten sozusagen deaktiviert, um bei geringen Abweichungen (z.B. leicht schrägen Kanten) die nächste Priorität vorzuziehen.
Trägerdaten komprimieren
Dieser Parameter ist nur dann anwählbar, wenn in der Registerkarte Datenerstellung ein Unitechnik Treiber eingestellt ist.
Träger gleicher Länge und gleichen Durchmessers, die auf der Palette parallel zueinander liegen, werden nicht einzeln übergeben, sondern nach Stück/Abstand. Dadurch minimiert sich die Datenmenge erheblich, denn so werden z.B. 10 Stück Zulageträger von 10 auf 1 Datenblock reduziert.
Max. Teilungsabstand [mm]:
Der maximale Teilungsabstand (Parallelabstand) für die zu komprimierenden Elemente kann bestimmt werden.
|
(C) ALLPLAN GmbH |
Ochrana dat |

