![]() Catalogues pour éléments préfabriqués en béton
Catalogues pour éléments préfabriqués en béton
Dans ce catalogue, vous définissez les paramètres par défaut pour la génération des données de production avec la fonction![]() Données de production/Générateur NC.
Données de production/Générateur NC.
![]() Onglet 'Création de données'
Onglet 'Création de données'
créé :
date de création du groupe de données.
Dernière modification :
date de la dernière modification.
Désignation :
n'importe quel nom utilisé dans le champ de liste de la boîte de dialogue NcGenerator pour sélectionner le pilote.
Description :
désignation quelconque affichée à titre d'information dans la fenêtre inférieure droite de la boîte de dialogue NcGenerator, sous l'onglet Pilote/Données d'affaire.
Pilote :
Sélection du pilote pour l'interface PXML ou CAD CAM d'Unitechnik.
Remarque : Affiché à titre d'information dans la fenêtre inférieure droite de la boîte de dialogue NcGenerator, sous l'onglet Pilote/Données d'affaire.
Si vous souhaitez générer les données au format PXML, sélectionnez l'entrée ProgressXML.
Remarque : veuillez noter que si vous utilisez la fonction![]() Contrôle du serveur PTS, il faut créer au moins un pilote au format PXML auquel il est possible de se référer dans le catalogue PTS
Contrôle du serveur PTS, il faut créer au moins un pilote au format PXML auquel il est possible de se référer dans le catalogue PTS
Remarque : Il est possible d'accéder aux commandes spéciales via un fichier ini. Pour plus d'informations et de détails, contactez l'assistance Allplan.
Codage caractères :
Dans le cas d'un pilote pour l'interface CAD CAM d'Unitechnik, le fichier doit être créé en codage ASCII conformément à l'interface. Au choix, celle-ci peut également être générée en code ANSI. Cela doit toutefois être convenu avec le partenaire d'interface.
Le réglage ASCII/Multibyte est prévu pour l'espace asiatique. En ASCII, un caractère possède 1 octet, alors que les caractères chinois occupent jusqu'à 4 octets. Avec ce réglage, les caractères multi-octets sont comptés avec une longueur de 1 et peuvent donc être représentés en ASCII.
Avec le pilote ProgressXML, le codage est fixe et se fait en UTF-8.
Représentation graphique de la sortie :
2D, 3D avant gauche, 3D avant droite
Prédéfinition de la représentation graphique des éléments dans la fenêtre supérieure droite de la boîte de dialogue NcGenerator. Dans la représentation 3D, l'élément peut être représenté dans l'isométrie sur la face gauche ou la face droite.
Astuce : le choix de la représentation graphique à l'écran peut être mis à profit pour reconnaître le pilote sélectionné : si différents pilotes sont nécessaires, paramétrez différentes représentations. Vous saurez ainsi immédiatement quel pilote est actif.
Chemin don. de prod.
Les données pour la commande de la machine sont écrites dans le répertoire sélectionné ou saisi ici et dans le sous-dossier défini par le calibre et la variable. Il est possible d'indiquer n'importe quel chemin, y compris les dossiers réseau. Alors qu'un message d'erreur s'affiche si le répertoire n'existe pas, un sous-dossier inexistant est automatiquement créé.
Remarque : la définition du calibre et de la variable pour le sous-dossier s'effectue conformément aux explications suivantes sur la composition du nom de fichier.
Fichier de production - Convention nominale
Règles de composition du nom de fichier.
Calibre : saisie de la désignation souhaitée. Les valeurs variables sont indiquées via des caractères de formatage utilisés comme caractères de substitution. Le programme remplacera les caractères de formatage par la valeur correspondante. Ces caractères de formatage doivent être saisis comme suit :
%s : pour les chaînes de caractères (Strings)
%d : pour les nombres entiers (Integer)
%f : pour les nombres à virgule flottante (Float)
L'affichage des chaînes de caractères et des chiffres peut également être formaté :
%10s : affiche au moins 10 caractères (complétés par des espaces).
%-10s : comme ci-dessus, aligné à gauche.
Si vous saisissez un point (".") entre "%" et le nombre, la chaîne de caractères saisie sera raccourcie au nombre indiqué.
Par exemple, saisir %.4s dans la chaîne de caractères "1234567" donnera le résultat "1234".
%3d : affiche au moins 3 caractères (complétés par des espaces).
%03d : comme ci-dessus, mais complété par des zéros (par exemple, 002).
%.3f : affiche 3 décimales.
%6.3f : affiche 6 caractères au total (virgule comprise) et 3 décimales.
Variable : saisie d'une expression de calcul pour chaque caractère de substitution. La virgule ',' fait office de séparation. Chaque expression de calcul peut contenir tous types de calculs de base, chiffres et variables. Pour saisir les variables possibles, vous pouvez cliquer sur le bouton Variable et ouvrir une sous-boîte de dialogue dans laquelle les variables possibles sont affichées. Vous pouvez également saisir les variables manuellement
Supprimer les fichiers
Ici, vous définissez les fichiers qui doivent être supprimés dans le chemin de données défini avant la création des données de production. Pour ce faire, définissez le modèle et la variable conformément aux explications sur la composition du nom de fichier.
Remarque : comme la suppression des fichiers a lieu avant la création de nouveaux fichiers et qu'au moment de la suppression, les variables d'éléments (par exemple, N pos.) ne sont donc pas disponibles, elles ne peuvent pas être utilisées pour définir le calibre. La suppression des fichiers fonctionne donc uniquement si aucune variable de ce type n'est utilisée !
![]() Onglet 'PXML'
Onglet 'PXML'
Vous ne pouvez effectuer des réglages ici que si l'entrée ProgressXML 1.3 est définie comme pilote dans l'onglet Création de données. Les options permettent de définir des informations d'accompagnement (appelées directives de mode) pour le destinataire des données. Les paramètres indiquent le contenu du fichier ou la destination d'utilisation prévue, mais n'influencent pas le contenu réel du fichier.
Identifier le mode de sortie
Production :
Lorsque cette directive est activée, les données concernées sont autorisées sans restriction à la production. Le contenu du fichier doit être produit. Cette directive permet de distinguer les données CAO finales (avec validation de la production) des versions préliminaires des mêmes données.
Ferraillage :
Cette directive est similaire à la directive Production, mais limite la validation à la production de ferraillage. Le contenu doit être testé (par le serveur PTS) pour vérifier sa faisabilité. Cette directive est particulièrement utile pour les installations qui nécessitent un délai plus long pour la préparation des ferraillages, car il est alors possible que la production de ferraillage doive commencer avant l'approbation définitive des plans.
Gestion des matériaux :
Cette directive est similaire à la directive Production, mais limite la validation à l'approvisionnement en matériaux. Le contenu est destiné à un système ERP de gestion des matériaux ou de facturation.
![]() Onglet 'Extensions PXML'
Onglet 'Extensions PXML'
Vous ne pouvez effectuer des réglages ici que si l'entrée ProgressXML 1.3 est définie comme pilote dans l'onglet Création de données. Dans ce cas, lors de la création de données, il est possible de générer ce qu'on appelle des fichiers Delegate PXML (fichiers) afin de fusionner les informations du système ERP, telles que les données d'en-tête de commande (numéro de commande, informations client, date de livraison, etc.), ainsi que la liste d'articles, avec les informations CAO (informations géométriques).
En revanche, les listes Fichier Delegate PXML V 1.3 dans le ![]() générateur de listes ne contiennent que les données pour l'en-tête de commande ainsi que la liste des articles du fichier SECT et pour lesquelles les données de production doivent être générées manuellement dans une deuxième étape.
générateur de listes ne contiennent que les données pour l'en-tête de commande ainsi que la liste des articles du fichier SECT et pour lesquelles les données de production doivent être générées manuellement dans une deuxième étape.
Les données PXML avec les informations géométriques détaillées peuvent être créées de deux manières :
Créer fichier Delegate PXML
Pour créer les fichiers Delegate PXML, activez la case à cocher, choisissez sous Dossier des listes si le formulaire à utiliser pour la création du fichier PXML Delegate se trouve dans Standard ou dans Bureau, et définissez le formulaire à utiliser dans la boîte de dialogue de sélection.
Demander avant le traitement des listes
Si la case est cochée, vous pouvez définir les modèles de requête à appeler séparément, le cas échéant, avant la création des fichiers PXML Delegate, pour les listes de dalles, murs et éléments de structure préfabriqués.
Fusionner les fichiers PXML Delegate :
Par fichier Delegate, on entend le fichier PXML que le générateur de listes crée avec les contenus pour la gestion des matériaux. Ce fichier est toujours créé par projet avec tous les éléments. En revanche, le générateur NC génère toujours les fichiers par élément préfabriqué, c'est-à-dire un fichier par élément, car c'est ainsi que l'ordinateur central le lit. Si tout doit être transféré dans son intégralité (c'est-à-dire la production et la gestion des matériaux) vers un seul système, cela pose un problème, car le générateur NC ne peut pas déterminer les données commerciales, tandis que le générateur de listes ne peut pas générer les données de production. Ainsi, le fichier "Delegate" est d'abord créé avec le générateur de listes, puis les fichiers de production avec le générateur NC.
Le paramètre suivant permet de définir la structure du fichier. Les variantes dans la boîte de dialogue de sélection ont la signification suivante :
Si la case à cocher Supprimer les saisies de produits invalides est activée, les nœuds non valides du fichier PXML Delegate seront supprimés. Cette option est utile, par exemple, lorsque le fichier PXML Delegate n'est pas créé directement lors de la génération des données de production, mais qu'un fichier PXML Delegate créé par un autre logiciel est intégré.
![]() Onglet 'Réflexion/Structure'
Onglet 'Réflexion/Structure'
Pour l'élément sélectionné dans la liste de gauche, les paramètres suivants peuvent être définis si un pilote pour l'interface CAD CAM d'Unitechnik est configuré dans l'onglet Création de données.
Remarque : si des données de production sont générées pour des éléments de mur qui ont été créés à l'aide de la fonction ![]() Calepiner (iWall) et pour lesquels la séquence de production a été échangée, ceux-ci sont retournés en conséquence sur la palette, de sorte que la géométrie, les évidements, le ferraillage, etc. soient à chaque fois corrects. Pour le prémur et le mur thermique, qui sont produits avec le réglage 2 couches, l'attribution se fait sur la face correspondante.
Calepiner (iWall) et pour lesquels la séquence de production a été échangée, ceux-ci sont retournés en conséquence sur la palette, de sorte que la géométrie, les évidements, le ferraillage, etc. soient à chaque fois corrects. Pour le prémur et le mur thermique, qui sont produits avec le réglage 2 couches, l'attribution se fait sur la face correspondante.
Dans le cas d'un pilote ProgressXML, les paramètres ne peuvent pas être modifiés car, selon la définition, il n'existe qu'une seule variante correcte. Pour les prémurs et murs thermiques, les plaques individuelles sont représentées tels qu'elles se trouvent sur les palettes individuelles avant d'être retournées.
Structures de données
Tous les éléments à l'exception de la dalle massive, du mur massif, du mur sandwich, des éléments de structure préfabriqués et des éléments préfabriqués :
ces éléments sont créés exclusivement dans la structure standard. Pour les prémurs et les murs thermiques, un fichier est créé pour la première production (face 1) et un autre pour la deuxième production (face 2). Si une référence à un insert a été définie dans le catalogue Matériaux isolants, la couche isolante est transmise sous forme d'insert surfacique. Le contour de la couche isolante résulte des surfaces ombrées des couches.
Dalle massive, mur massif et mur sandwich :
Standard : structure standard de l'interface CAD CAM d'Unitechnik (voir définition de l'interface), c'est-à-dire que même l'élément de mur sandwich à plusieurs couches est inscrit dans un seul fichier. Les couches du bloc SLABDATE sont remplies. Toutes les faces sont reportées dans les blocs CONTOUR, les contours des parties de dalles qui ne sont pas sur le coffrage étant dotés de l'attribut de bord "Coffrage spécial".
Polyèdre 3D : structure standard, des données 3D sont générées en plus des données géométriques 2D. Ces données ne correspondent pas à l'état actuel de l'interface et doivent être convenues avec le partenaire d'interface.
Eléments de structure préfabriqués :
Standard : structure standard pour l'interface CAD CAM d'Unitechnik (voir définition de l'interface)
Layer/perpendiculaire : structure des layers/perpendiculaire pour l'interface CAD CAM d'Unitechnik (voir définition de l'interface)
Par défaut, deux layers sont créés pour chaque élément de structure préfabriqué. Le layer inférieur contient comme perpendiculaire (contour) la surface la plus basse de l'élément préfabriqué et l'épaisseur de l'élément total. Cette surface inférieure doit reposer à plat sur le coffrage, c'est-à-dire que le vecteur de direction d'observation doit être normal sur cette surface.
En outre, un layer d'épaisseur 0 est transféré, qui contient la surface supérieure du volume.
L'utilisateur CAO peut spécifier des plans de coupe définis par l'utilisateur à l'aide de coordonnées Z. Dans ce cas, la coupe est effectuée à la hauteur Z indiquée et la surface de coupe est transmise sous forme de layer. Les épaisseurs sont alors indiquées en fonction de la hauteur des plans de coupe.
Il n'y a pas d'autre répartition en groupes pour le moment. Un groupe contient toujours tous les polygones comme contour, qui résultent de la coupe à la hauteur correspondante.
Les inserts et les barres dans la structure pour les systèmes de mise à niveau et de découpage sont attribués aux layers correspondants sur la base des coordonnées Z. Tous les autres éléments (poutrelles, armatures soudées, extirons ...) sont reportés dans le premier layer.
Polyèdre 3D : structure standard, des données 3D sont générées en plus des données géométriques 2D. Ces données ne correspondent pas à l'état actuel de l'interface et doivent être convenues avec le partenaire d'interface.
Eléments préfabriqués :
Les éléments préfabriqués sont créés dans la structure standard. Il n'est pas prévu de réglage pour la symétrie des coordonnées, ni de réglages pour la largeur de la table ou l'arrêt sur table.
Symétrie des coordonnées
aucune, direction X, direction Y, direction x+y
Pour chaque élément, les coordonnées de l'élément peuvent être mises en miroir. Cela permet également de déterminer l'origine à partir de laquelle les coordonnées sont mesurées.
Largeur de la table pour le calcul du décalage y lors de la symétrie :
Lors du transfert par plaque, la face 2 est calculée sur la base de ce décalage.
Arrêt sur table :
Il permet de simuler la position sur la table en cas de transfert par plaques. Avec le réglage Haut, l'ensemble de l'élément (c'est-à-dire, dans le cas d'une production à 2 faces, aussi bien la première production que la deuxième) est tourné de 180 degrés vers le haut sur la largeur de table réglée. Cela correspond géométriquement à une réflexion des coordonnées dans les directions X+Y. C'est-à-dire que d'un point de vue purement géométrique, il n'y a pas de différence entre "Mode d'ouverture en haut" et "Symétrie X+Y", mais pour "Mode d'ouverture en haut", un angle de 180° est ajouté dans le bloc SLABDATE, "Rotation sur la table" (pour les murs surélevés, on obtient alors 270° ou 90°).
Remarque : les possibilités de configuration de symétrie des coordonnées et arrêt sur table sont prises en compte et s'annulent le cas échéant ! C'est-à-dire que "Mode d'ouverture en haut" et "Symétrie X+Y" donnent à nouveau les données initiales, mais l'angle de rotation est alors fixé à 180° !
![]() Onglet 'Données d'éléments'
Onglet 'Données d'éléments'
Donnée d'éléments
Désignation de la partie d'élément :
Pour identifier clairement l'élément dans une base de données, le numéro de position (N pos) ou le texte du numéro de position (TextN°Pos) est inscrit dans l'interface en tant que Désignation de l'élément.
Facteur de répartition :
Ici, vous pouvez définir comment le facteur de répartition, défini pour les éléments de structure préfabriqués dans l'onglet Calcul de la palette, pour les éléments préfabriqués dans l'onglet Attributs et pour les groupes d'armatures de robot/soudeur dans la boîte de dialogue de saisie ![]() Groupe d'armatures de robot/soudeur, doit être transféré.
Groupe d'armatures de robot/soudeur, doit être transféré.
Pour ce faire, l'option Inscrire le facteur de répartition est à votre disposition avec les paramètres non - créer plusieurs fichiers et oui - définir le facteur de répartition dans le fichier. Selon le réglage choisi, n fichiers sont alors écrits pour chaque élément préfabriqué ou groupe d'armatures de robot/soudeur avec le facteur unitaire = 1 (cas 1) ou un fichier unique est écrit, dans lequel le facteur unitaire n est inscrit (cas 2).
Remarque : Pour que les fichiers contenant les données de production ne s'écrasent pas mutuellement ou pour éviter la copie de ... fichiers, il convient d'utiliser la variable StkIdx dans le nom du fichier de production lors de la configuration.
Ordre de montage inverse :
En l'absence de spécification particulière, la même valeur est toujours éditée pour les éléments palettisés à l'aide de la fonction ![]() Palettiser dans le fichier de production (bloc SLABDATE) pour l'ordre de montage des dépôts de transport et le niveau de dépôt.
Palettiser dans le fichier de production (bloc SLABDATE) pour l'ordre de montage des dépôts de transport et le niveau de dépôt.
Le niveau de dépôt est toujours représenté en partant du dessous vers le dessus, dans l'ordre croissant.
L'ordre de montage des éléments détermine l'ordre des éléments sur le dépôt. Un élément qui doit être monté en premier doit se trouver sur le haut du dépôt. L'élément qui doit être monté en dernier se trouvera en bas. L'ordre de montage correspond ainsi à l'ordre inverse de la production, car un élément qui doit être placé en premier sur le dépôt doit également être fabriqué en premier.
En activant l'option Ordre de montage inverse, l'inversion nécessaire de l'ordre de montage par rapport au niveau de dépôt. Il n'est donc plus nécessaire de modifier l'ordinateur central.
Remplacer les identifiants de produits
Les identifiants de produits prédéfinis dans l'interface (par exemple, 0 pour les prédalles) peuvent être définis ici librement. Dans ce contexte, il est possible d'attribuer un numéro de produit distinct à chaque type d'élément préfabriqué :
Pour supprimer un numéro de produit, sélectionnez l'attribution dans la liste et cliquez sur le bouton Supprimer.
Remarque : pour les éléments de structure préfabriqués, il existe aussi bien un type exact (par exemple, poteau) qu'un type général (éléments de structure préfabriqués). Si le type général est utilisé, il s'applique à tous les éléments de structure préfabriqués. S'il existe en outre une attribution pour un type spécial, cette affectation prime sur le type général.
S'il existe plusieurs attributions pour un type, c'est toujours la première qui est utilisée.
![]() Onglet 'Géométrie'
Onglet 'Géométrie'
Supprimer points sur lignes continues
Si une ligne droite n'est interrompue que par un seul point, celui-ci est supprimé.
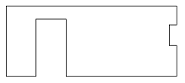
La géométrie d'élément enferme des cavités au bord du panneau
Si cette case est cochée, les évidements sur le bord de l'élément ne sont pas recoupés avec le contour de l'élément, de sorte que le contour original de l'élément est conservé.
Attention : si une ouverture d'architecture est dessinée au-delà de l'élément, ce dernier est agrandi pour correspondre à la saillie qui en résulte !
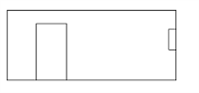
Si la case est décochée, le contour de l'élément est le suivant.
Prendre en compte parties saillantes pour taille d'élément max.
En cas de parties dépassant du type défini, la taille maximale de l'élément est recalculée et les coordonnées des données respectivement activées sont recalculées. Pour les inserts, les paramètres du catalogue Inserts s'appliquent en principe.
La barre en renfort doit traverser le bord de l'élément pour que les dimensions de l'élément soient augmentées ! C'est-à-dire qu'un acier avec une forme de façonnage (par exemple, un coude) qui dépasse de l'élément avant le bord de la plaque et qui dépasse les limites de l'élément n'influence pas la taille de l'élément !
Données géométriques PXML (SVertex) :
ce paramètre n'est disponible que si l'entrée ProgressXML 1.3 est définie comme pilote dans l'onglet Création de données. Ce paramètre détermine le transfert des arêtes obliques (par exemple, pour les prismes, les polyèdres, etc.) vers la production. Choisissez si les données doivent être générées en tant qu'Ombre (2D) ou avec la variante supplémentaire possible dans la version 1.3 de PXML, à savoir Sommets avancés / fractionnement de polyèdre (3D).
![]() Onglet 'Attributs des lignes'
Onglet 'Attributs des lignes'
Joints clavetés pour les murs massifs
Ajoutez l'attribut de bord (Bit 2) quand il y a des joints versés aux extrémités de mur
Si un mur massif présente un joint claveté à l'extrémité du mur (bord frontal), l'attribut joint claveté peut être défini sur ce bord de plaque.
Si la case est décochée, le bit de joint claveté n'est pas défini. Dans le cas contraire, les possibilités suivantes s'offrent à vous :
Ajouter seulement : le bit de joint claveté est défini, les attributs de chanfrein restent tels qu'ils sont attribués par Allplan
Paramètre Chanfrein : Le bit de joint claveté est activé, les attributs de chanfrein S+I sont explicitement activés (Mas. de bits des interfaces CAD CAM d'Unitechnik = 0004, si aucun autre bit n'est activé en plus)
Supprimer chanfrein : Le bit de joint claveté est activé, les attributs de chanfrein S+I sont explicitement supprimés (Mas. de bits des interfaces CAD CAM d'Unitechnik = 000D, si aucun autre bit n'est activé en plus)
Manipulation des attributs
Sert à manipuler certains attributs de bord, c'est-à-dire à les définir sur une certaine valeur qui n'est pas disponible dans la CAO (par exemple, bords ronds, etc.). Trois lignes sont disponibles, dont les définitions permettent de reconnaître des attributs bien spécifiques et de les remplacer par d'autres valeurs.
Signification des différents champs :
Les attributs ou les masques de bits sont saisis dans le masque en notation décimale.
|
Bit n° |
Description |
Décimale |
Hex |
|
0 |
Chanfrein inférieur |
1 |
0x01 |
|
1 |
Coffrage spécial |
2 |
0x02 |
|
2 |
Joint claveté |
4 |
0x04 |
|
3 |
chanfrein supérieur |
8 |
0x08 |
|
4 |
Arrondi en bas |
16 |
0x10 |
|
5 |
Languette |
32 |
0x20 |
|
6 |
Rainure |
64 |
0x40 |
|
7 |
Arrondi en haut |
128 |
0x80 |
(Comme les attributs sont indiqués en hexadécimal dans l'interface, le résultat peut avoir un caractère informatif)
Exemple de manipulation des attributs
![]() Onglet 'Inserts'
Onglet 'Inserts'
Créer les données d'inserts
La création de données d'inserts peut être totalement désactivée.
Désignation d'insert :
Vous déterminez ici si le texte de référence ou le texte de la liste du catalogue doit être saisi. Cela dépend de la manière dont les données sont analysées par le partenaire d'interface. L'autre désignation est toujours inscrite en alternance dans le texte d'info.
Créer un centre de gravité de mur en tant qu'insert :
Pour les éléments de murs, il est possible de créer automatiquement un insert comme symbole de remplacement au centre de gravité. Le centre de gravité se calcule à partir des centres de masse de toutes les couches et/ou zones de béton. Le nom de l'insert peut être soit défini librement, soit sélectionné dans le catalogue Inserts à l'aide du champ de liste.
Lors de la sélection d'un insert ponctuel prédéfini dans le catalogue Inserts, il est possible d'influencer le symbole de remplacement, son format et d'autres paramètres (paramètres dans l'onglet Prod. interne). Si vous ne saisissez qu'un texte, l'insert sera créé avec des spécifications fixes.
Créer un symbole de position de dalle en tant qu'insert :
Pour les prédalles, il est possible de créer automatiquement un insert comme symbole de remplacement pour le symbole de position (coin inférieur gauche de l'élément dans le plan de répartition) de la dalle. Le coin inférieur gauche (min.y, min.x) est recherché et le point du symbole est calculé à l'aide de la distance parallèle aux bords (distance = taille x du symbole). Le nom de l'insert peut être soit défini librement, soit sélectionné dans le catalogue Inserts à l'aide du champ de liste.
Lors de la sélection d'un insert ponctuel prédéfini dans le catalogue Inserts, il est possible d'influencer le symbole de remplacement, son format et d'autres paramètres (paramètres dans l'onglet Prod. interne). Si vous ne saisissez qu'un texte, l'insert sera créé avec des spécifications fixes.
Créer talons de murs en tant qu'insert :
Les talons d'architecture sur un mur peuvent être reportés séparément comme insert. Le nom de l'insert peut être soit défini librement, soit sélectionné dans le catalogue Inserts à l'aide du champ de liste. Dans ce dernier cas, les valeurs pour "Type et caract. - install." du catalogue sont également saisies correctement.
Veuillez noter que les talons ou les géométries 3D ne peuvent pas être représentés avec précision, car les inserts sont définis dans l'interface CAD-CAM Unitechnik uniquement par un polygone avec une base Z et une épaisseur.
Créer joints clavetés en tant qu'insert :
Les joints clavetés sur mur massif peuvent être reportés séparément comme insert. Le nom de l'insert peut être soit défini librement, soit sélectionné dans le catalogue Inserts à l'aide du champ de liste. Dans ce dernier cas, les valeurs pour "Type et caract. - install." du catalogue sont également saisies correctement.
Veuillez noter les géométries 3D ne peuvent pas être représentés avec précision, car les inserts sont définis dans l'interface CAD-CAM Unitechnik uniquement par un polygone avec une base Z et une épaisseur.
Créer volume de coffrage en tant qu'insert :
Les volumes de coffrage pour les murs multicouches, qui sont produits en paquet, peuvent être transférés séparément comme insert. L'insert sert uniquement à calculer la répartition du béton, afin que celui-ci soit réparti aux bons endroits et dans la bonne quantité ! Le nom de l'insert peut être soit défini librement, soit sélectionné dans le catalogue Inserts à l'aide du champ de liste. Dans ce dernier cas, les valeurs pour "Type et caract. - install." du catalogue sont également saisies correctement. En outre, les attributs de coffrage définis dans le catalogue Inserts à l'aide de l'option Placer les attributs de coffrage : CONTOUR sont activés.
Veuillez noter les géométries 3D ne peuvent pas être représentés avec précision, car les inserts sont définis dans l'interface CAD-CAM Unitechnik uniquement par un polygone avec une base Z et une épaisseur. Les volumes de coffrage doivent être répartis dans la coordonnée Z en fonction des couches existantes. Les objets inclinés doivent être transformés en cuboïdes de même volume et de même contour vus d'en haut, c'est-à-dire que le volume de béton et le contour pour le bétonneur doivent être corrects.
Notez également qu'un algorithme universel examine les polyèdres des couches, afin d'en détecter les différences. Sur la base de cet examen, des inserts peuvent apparaître qui ne correspondent peut-être pas à ce que le logiciel de traitement attend.
Créer cages d'armatures en tant qu'insert :
Les boîtes Min/Max des cages d'armatures peuvent être transférées séparément en tant qu'inserts. Cela sert à contrôler facilement les collisions avec d'autres composants sur l'ordinateur de contrôle, car la position exacte de l'acier de ferraillage courbé n'est pas toujours clairement reproductible via l'interface CAD-CAM d'Unitechnik.
Le nom de l'insert peut être soit défini librement, soit sélectionné dans le catalogue Inserts à l'aide du champ de liste. Dans ce dernier cas, les valeurs pour "Type et caract. - install." du catalogue sont également saisies correctement.
Créer poutrelle sous forme d'insert :
La poutrelle est attribuée sous forme d'insert. Il est alors possible de se référer à une entrée du catalogue Inserts ou d'indiquer un nom quelconque. Si une référence catalogue est utilisée, certains paramètres sont repris du catalogue (désignation, type et caract. - install., textes infos).
Les données géométriques (pour le traceur ou le laser) sont alors générées comme suit :
Long. poutrelle sel. : la poutrelle est seulement suggérée dans la longueur correspondante, c'est-à-dire la longueur des marqueurs au début/à la fin de la poutrelle. Si la valeur est de 0, la poutrelle complète est imprimée.
Indiquer largeur poutrelle (Fil. inf.) : sur le côté de la membrure inférieure, la largeur de la poutrelle est indiquée par un trait transversal.
Créer dans 2e face : la poutrelle est créée de manière à ce que la membrure inférieure se trouve sur la deuxième face.
![]() Onglet 'Ferraillage'
Onglet 'Ferraillage'
Créer données de ferraillage
La création de données de ferraillage peut être totalement supprimée.
Système d'armatures
Structure des données :
Ce paramètre peut uniquement être sélectionné si un pilote des interfaces CAD CAM d'Unitechnik est réglé dans l'onglet Création de données.
Système de mise à niveau et de découpage : les données concernant l'acier sont générées dans la structure du système de mise à niveau et de découpage (voir l'interface CAD-CAM d'Unitechnik).
Armature soudée + système de mise à niveau et de découpage : les données concernant l'acier sont générées dans la structure des armatures soudée.
Les poutrelles et les barres d'armature en dehors d'un panneau sont créées spécialement en dehors des blocs STEELMAT dans les blocs RODSTOCK et BRGIRDER.
Armatures soudées : les données concernant l'acier sont générées dans la structure des armatures soudées (voir l'interface CAD-CAM d'Unitechnik). Les armatures appartenant au même treillis sont soudées dans un bloc STEELMAT. Pour cela, il faut que les données d'armature aient été créées avec le générateur Optima.
Remarque : les poutrelles et les barres d'armature situées à l'extérieur d'un treillis d'armature sont ici affectées géométriquement (par rapport au plan X/Y) au treillis et transférées à l'intérieur du bloc STEELMAT.
Coordonnée Z pour acier :
Ce paramètre peut uniquement être sélectionné si un pilote ProgressXML est réglé dans l'onglet Création de données.
En rapport avec STEELMAT : normalement, les coordonnées Z des aciers (dans le champ RODSTOCK) sont calculées par rapport à l'offset Z du treillis, c'est-à-dire que la première position est toujours de Z=0, car l'enrobage se trouve dans l'offset du treillis.
Absolue : permet de configurer la coordonnée Z absolue (par rapport à SLABDATE). L'offset du treillis dans la direction Z est alors 0.
Informations sur le retournement :
Ce paramètre peut uniquement être sélectionné si un pilote ProgressXML est réglé dans l'onglet Création de données.
Désactivé : le marqueur de retournement du treillis (qui indique si le treillis doit être retourné après le soudage) n'est pas défini.
Par direction : le marqueur de retournement du treillis (qui indique si le treillis doit être retourné après le soudage) est défini lorsque le sens de portée >= 45°.
Par type d'élément : le marqueur de retournement du treillis (qui indique si le treillis doit être retourné après le soudage) est défini en fonction du type d'élément.
Saisir lit 2 aciers transv. RobSou en tant que :
Dans le cas d'une armature soudée, le type d'acier exact est perdu (puisqu'il n'est plus nécessaire de poser des "barres manuelles" dans ce cas).
Ce réglage sert à "rétablir" ce type d'acier pour les aciers Optima transférés dans la structure normale pour les systèmes de mise à niveau et de découpage.
Treillis et treillis plié
Créer treillis comme :
Les treillis en stock ordinaires ne sont généralement pas soumis à un processus de production automatique et ne sont donc pas prévus dans l'interface.
Panneau externe : les treillis en stock sont écrits en tant que panneau externe (interface CAD CAM d'Unitechnik, "bloc d'information EXTIRON" ou PXML, "attribut de type" = "extiron").
'STEELMAT', poids uniquement : un "bloc STEELMAT" (interface CAO CAM Unitechnik) ou une "section Steel" avec l'"attribut type" = "mesh" ou "cage" (PXML) est inscrit(e) uniquement avec les données du treillis.
Remarque : dans l'interface CAD CAM d'Unitechnik, la structure de données Armatures soudées doit être activée
'STEELMAT', géométrie complète : un "bloc STEELMAT" (interface CAD CAM d'Unitechnik) ou une "section Steel" avec l'"attribut type" = "mesh" ou "cage" (PXML) est inscrit(e) avec les données du treillis.
Viennent ensuite dans l'interface CAD CAM d'Unitechnik les "blocs RODSTOCK" ou les "entrées Bar" en PXML, qui contiennent la géométrie complète des barres.
Les données relatives aux aciers peuvent être affichées dans une visionneuse performante (comme AviCAD), bien qu'étant marquées comme "manuellement productibles".
Ecrire le treillis dans un fichier BVBS (*.abs)
De la même manière que pour l'acier, la chaîne BVBS des treillis de stockage est écrite dans un fichier abs supplémentaire. Contrairement à l'acier, où seules les barres qui ne peuvent pas être produites sont écrites dans le fichier abs, les tapis de stock sont toujours écrits dans le fichier abs, car ils sont en stock et ne sont pas produits individuellement et ne peuvent donc en principe pas être produits.
Treillis MWS quelconques, groupes de ferraillage
Calculer type d'acier en fonction de la position
Ce paramètre sert à classer les aciers des treillis d'armature droits quelconques, non chaînés à un élément préfabriqué, créés dans le domaine d'activité Treillis du rôle Ingénierie avec le paramètre ![]() Utiliser treillis MWS.
Utiliser treillis MWS.
Si la case est cochée, le type de ferraillage des aciers (1re position de la barre), 2e position de la barre, valeur 3 dans la ligne 4 du bloc RODSTOCK) est déterminé en fonction de la hauteur des aciers.
S'il n'y a pas d'acier transversal à l'intérieur du treillis dont le minimum z est inférieur ou égal au minimum z des barres longitudinales, le type de ferraillage des barres longitudinales et transversales est corrigé. Les barres longitudinales reçoivent alors le type de ferraillage 1 ou 5, les barres transversales le type 2 ou 6.
Si la case à cocher est désactivée, les aciers sont toujours attribués de manière fixe aux types de ferraillage 1, première position de barre (anciennement armature transversale) et 2, deuxième position de barre (anciennement armature longitudinale) en fonction de leur fonction d'aciers transversaux et longitudinaux.
Remarque : dans la sous-boîte de dialogue Faisabilité du ferraillage, les paramètres Placer liés et Produire avec face 1 s'appliquent le cas échéant à l'acier corrigé, car le regroupement ou le "déménagement" dans l'autre face n'est effectué qu'à la toute fin.
Il en va de même pour le classement : comme il n'est effectué qu'à la toute fin, c'est le type de ferraillage corrigé qui compte et non plus le type d'acier réel.
Tourner le treillis en position de base
Cette option vous permet, le cas échéant, de retourner le treillis dans sa position de base. La position de base désigne le plan dans lequel se trouve le segment de base définie. Cela ne s'applique toutefois qu'aux groupes se trouvant dans un élément préfabriqué, car les groupes transmis librement sont de toute façon tournés dans leur position de base.
Remarque : ce champ n'est activé que si vous avez sélectionné l'une des variantes suivantes pour la structure de données : arm. soud. + syst. de mise à niveau et de découp. ou armatures soudées. Pour le système de mise à niveau et de découpage, l'option est toujours active et grisée.
![]() Onglet 'Faisabilité'
Onglet 'Faisabilité'
Produc. possible du diam. [mm]
Les diamètres que la machine peut traiter doivent être indiqués séparément pour les diamètres des barres transversales et diamètres des barres longitudinales et secondaires.
Une ou plusieurs valeurs peuvent être indiquées. Exemple : 6, ou 6,8,10, ou 0-99,.
Diamètres non productibles
Il s'agit de diamètres qui, selon la configuration, ne sont pas produits.
Ecrire avec indicateur de production manuelle
Les aciers sont inscrits dans le fichier Unitechnik/PXML avec l'identifiant aucune production automatique.
Si cette option n'est pas activée, les aciers sont omis dans le fichier.
Créer en plus un fichier BVBS
Pour les aciers non productibles, un fichier BVBS est en outre créé pour chaque élément. Ainsi, les aciers peuvent être produits séparément sur une machine à acier. Le nom du fichier est identique à celui du fichier Unitechnik/PXML, l'extension est *.abs.
Avertissement
Si un acier non productible est présent dans l'élément, un avertissement s'affiche dans la boîte de dialogue du générateur NC.
![]() Onglet 'Filtre'
Onglet 'Filtre'
En principe, tous les types d'acier peuvent être produits. Pour cela, les paramètres par défaut sont déjà prédéfinis.
Si des aciers doivent s'écarter de ces paramètres par défaut, vous devez effectuer ici les réglages divergents. Des réglages de filtres individuels, librement définissables, permettent ensuite d'exclure par exemple certains types d'acier de la production. Ces filtres peuvent être combinés à volonté et contiennent différents critères.
L'onglet se divise en 3 zones :
Remarque : L'ordre des filtres détermine l'ordre d'évaluation. Le filtre supérieur est évalué en premier et toute armature évaluée avec ce premier filtre n'est plus prise en compte par aucun des filtres suivants. Ensuite, les filtres sont évalués comme indiqué dans l'ordre, sans l'armature de chaque filtre précédent, qui n'est plus prise en compte.
Nom du filtre :
Vous pouvez ici attribuer librement un nom de votre choix. Celui-ci sert à reconnaître le filtre en question.
Critères de filtre
Vous définissez ici les paramètres différents du standard avec les critères de filtre pour la préparation des données de production. Pour chaque type d'acier, vous pouvez déterminer individuellement si et comment il doit être produit. Les champs ont les significations suivantes :
Type d'acier :
Permet de définir le type d'acier auquel le filtre doit s'appliquer. Les ferraillages suivants sont disponibles à cet effet :
non défini : le filtre s'applique à tous les fers
Aciers longitudinaux : aciers du ferraillage de base
Aciers transversaux : aciers du ferraillage de base
Ferraillage de renfort forme standard : renforts du ferraillage inférieur ou supérieur
Renforts de n'importe quelle forme : renforts quelconques, pliés (armatures du module Ingénierie)
Renforts de n'importe quelle forme 3D,
Renforts de n'importe quelle forme ronde,
Barres de cadre : barre de cadre d'une cage d'armatures
Aciers longitudinaux de cadre : renforts de cadre d'une cage d'armatures ou de panneaux pliés
Groupe d'armatures de robot/soudeur
Barres libres MWS : Barres libres d'une armature soudée
Crosses de levage
Remarque : le ferraillage de la couche de béton centrale d'un mur thermique avec béton coulé sur place est ajusté à l'aide d'un filtre spécial.
Position du ferraillage :
en bas+en haut, en bas, en haut
Cette option est disponible seulement pour les trois types d'aciers Aciers longitudinaux, Aciers transversaux et Ferraillage de renfort forme standard.
Remarque : la position du ferraillage résulte des paramètres définis lors de la création du ferraillage et n'est pas calculée par le générateur NC lui-même.
Type de ferraillage :
MWS ou arm. non soud. : le filtre est valable aussi bien pour les aciers soudés que pour les aciers non soudés.
Armatures non soudées : ce filtre s'applique uniquement aux aciers non soudés.
Armatures robot/soudeur : ce filtre s'applique uniquement aux barres de robot/soudeur.
Notez que le critère de filtrage n'est pas disponible pour les types d'aciers suivants :
Barres secondaires de n'importe quelle forme, Barres secondaires avec n'importe quelle forme 3D, Barres secondaires avec n'importe quelle forme arrondie et Crosses de levage, car ces renforts ne sont jamais soudés. Le filtre est prédéfini de manière fixe avec le paramètre Armatures non soudées.
Groupes de ferraillage et Barres libres robot/soudeur, car ces types d'aciers sont toujours des barres de robot/soudeur. Le filtre est prédéfini de manière fixe avec le paramètre Armatures robot/soudeur.
Sur la face :
face 1, face 2, face 1+2, couche de béton centrale
Vous pouvez définir ici dans quelle face de production le type d'acier est contenu.
Vous pouvez par exemple configurer ici un traitement séparé pour les faces ou détourner le fer vers une autre face.
Ici, le renfort de noyau prend un statut particulier. Comme ces aciers n'appartiennent en premier lieu à aucune face, un filtre qui redirige les aciers vers une coquille productible peut être créé ici. Il est également possible de reporter le renfort du noyau dans la couche de béton centrale.
Numéro / Position :
Cette option peut uniquement être sélectionnée pour les trois types d'aciers, à savoir Aciers longitudi., Aciers transvers. et Barres secondaires forme standard.
Selon le catalogue Types d'aciers, il est possible d'utiliser jusqu'à 3 diamètres pour les aciers longitudinaux inférieurs (1re / 2e / 3e couche) et jusqu'à 2 diamètres pour les aciers longitudinaux supérieurs ainsi que pour les aciers transversaux inférieurs et supérieurs (1re / 2e couche). Pour les murs, jusqu'à 3 diamètres sont possibles des deux côtés (1re / 2e / 3e couche). Numéro permet de définir auquel de ces diamètres l'entrée doit s'appliquer.
Avec Position, tous les aciers du ferraillage de base sont passés en revue et les aciers sont triés par coordonnée z croissante. Ensuite, les aciers de chaque unité de ferraillage (ferraillage inférieur, béton coulé en place ainsi que ferraillage supérieur) sont répartis en hauteurs et comptés à partir de 1.
Longueur(s) de barre [m] :
Vous pouvez définir ici certaines longueurs de barres non productibles pour le type d'acier sélectionné. De cette manière, les aciers transversaux préfabriqués peuvent par exemple être exclus de la production.
Une ou plusieurs valeurs peuvent être indiquées. Exemple : 0-0.199 ou 0-0.199, 2.485, etc.
Diamètre [mm] :
permet d'exclure certains diamètres non productibles du fichier de données de production.
Filtre / Modification / Paramètre
Inscrire :
Permet de déterminer ici si l'acier est inscrit ou non dans le fichier de données de production.
Non : les aciers ne sont pas inscrits dans le fichier Unitechnik/PXML.
Oui : les aciers sont inscrits comme automatiquement productibles dans le fichier Unitechnik/PXML. Mais cela est uniquement valable s'ils sont productibles !
Oui, production manuelle : les fers sont inscrits dans le fichier Unitechnik/PXML avec ce que l'on appelle le "drapeau de production manuelle" s'ils ne sont pas productibles. L'ordinateur de contrôle ne transmet alors pas les aciers à la machine. Ceux-ci doivent être découpés et installés manuellement. Les données servent ensuite principalement à la saisie dans la gestion des matériaux.
Définition du façonnage :
Il est possible de sélectionner ici, le cas échéant, la variante de la définition de façonnage. Le champ est uniquement validé s'il y a plus d'une variante disponible.
Standard : formes de façonnage standard paramétrées, le cas échéant (dans le fichier PXML, les formes de façonnage standard sont par exemple également attribuées de façon quelconque).
Courbé : formes de façonnage quelconques selon l'interface CAD-CAM d'Unitechnik.
L'attribution des données de façonnage des cages d'armatures soudées s'effectue sous forme de façonnage quelconque, sans extensions spéciales pour Progress. Ce type de transfert n'est pas adapté à la machine Filzmoser.
Déroulé : l'acier courbé quelconque est attribué sans coude (longueur étirée). Pour les groupes de ferraillage (cages soudées), les aciers longitudinaux et les aciers transversaux peuvent être attribués étirés (déroulés). Si des barres transversales et/ou longitudinales sont soudées sur les segments étirés, les nouvelles positions sont calculées en conséquence (y compris la prise en compte des rayons de courbure), de sorte qu'une production sur le robot/soudeur est possible.
Déroulé long. : pour les groupes de ferraillage (cages soudées), les aciers longitudinaux seront attribués étirés (déroulés). Si des barres transversales sont soudées sur les segments étirés, les nouvelles positions sont calculées en conséquence (y compris la prise en compte des rayons de courbure).
Déroulé transvers. : comme précédemment, mais avec des aciers transversaux étirés (déroulés) et un nouveau calcul de position pour les aciers longitudinaux éventuellement soudés sur les aciers longitudinaux.
Modifier :
Ne modifie pas, Face 1, Face 2, Fichier séparé
Pour les éléments préfabriqués avec un mode de production à deux niveaux (prémur, mur thermique) , les aciers de la face 2 peuvent être produits en même temps que la face 1.
Le renfort de noyau (armatures chantier de la couche de béton centrale pour les murs thermiques) peut être produit au choix dans la face 1 ou 2, ou un fichier séparé est créé. Le nom de ce fichier résulte du nom et de l'extension du fichier de données de production (défini dans l'onglet Création de données sous Noms de fichiers) avec une autre extension de fichier jointe *.bew.
Pour les groupes de ferraillage MWS, il est possible, en plus de la variante Ne modifie pas, de produire au choix Dans la face 1 ou face 2. En outre, un fichier séparé peut également être créé ici. Contrairement au renfort de noyau, le nom de fichier est ici prédéfini dans le champ Nom fichier/motif. De manière analogue au nom de fichier de données de production dans l'onglet Création de données), vous pouvez définir un modèle pour le nom de fichier de la cage d'armature. En cliquant sur le bouton derrière le champ de saisie, une sous-boîte de dialogue s'ouvre, dans laquelle vous pouvez définir le calibre et la variable pour la formation du nom de fichier. Les variables GrpNr (numéro du groupe de ferraillage) et BTName (nom du groupe de ferraillage) sont notamment disponibles à cet effet.
Verrouiller type de barre :
Permet d'imposer un type de ferraillage spécifique. Ainsi, vous pouvez toujours transmettre certains aciers avec le même type d'acier, même si celui-ci ne s'applique pas vraiment.
Remarque : la valeur par défaut "0" ne signifie pas ici, contrairement à la description de l'interface CFAO Unitechnik ou PXML, le réglage "sans définition". Au lieu de cela, avec le réglage "0", les aciers sont transmis avec le type d'acier résultant des réglages lors de la création du ferraillage ! Veuillez noter que cette option n'est pas disponible pour les groupes de ferraillage.
Avertissement
Si un élément contient des types de barres non productibles de cette catégorie, un avertissement s'affiche dans la sous-boîte de dialogue de ![]() Données de production/Générateur NC.
Données de production/Générateur NC.
Ecrire dans le fichier BVBS
Pour les aciers non productibles, un fichier BVBS est en outre créé pour chaque élément. Ainsi, les aciers peuvent être produits séparément sur une machine à acier. Le nom du fichier est identique à celui du fichier Unitechnik/PXML, l'extension est *.abs.
Placer liés
Les coordonnées de l'acier sont fixées à une certaine valeur prédéfinie. Ces aciers sont ensuite posés à la main.
Angle correct
Cette option est uniquement disponible pour le type d'acier Groupes de ferraillage.
Ce paramètre a pour effet que, dans le cas de définitions de façonnage quelconques dans l'interface CAD-CAM d'Unitechnik, un "pseudo-segment" de longueur "0" et d'angle correspondant est inséré le cas échéant, ce qui fait pivoter le plan de façonnage.
Le transfert de cages d'armatures soudées est une forme spéciale de transfert de données de façonnage, qui permet de calculer la position exacte des aciers dans l'espace. Cette convention n'est valable que pour les installations spéciales de la société Progress (pas de standard d'interface). Il s'ensuit une attribution spéciale de certains champs dans l'enregistrement RODSTOCK ainsi que le transfert dans le GROUPE DE DONNEES DE FACONNAGE POUR FORMES DE FACONNAGE QUELCONQUE.
![]() Onglet 'Empaquetage'
Onglet 'Empaquetage'
Angle de répartition pour le robot de barre Mur/Dalle :
Ici, le générateur NC est informé des angles de position valables pour regrouper les aciers le cas échéant.
Regrouper :
Définir si les aciers cités doivent être placés "liés". "Regrouper" signifie que les aciers concernés sont tous placés sur une coordonnée (déterminée). Ces aciers sont ensuite posés à la main. (par ex. "barres manuelles")
Produire dans la face 1 :
Les aciers concernés de la 2e face sont déjà transférés vers la face 1.
![]() Onglet 'Class.'
Onglet 'Class.'
Dépôt de barres liées
Coordonnées de dépôt :
Permet d'indiquer les coordonnées de dépôt des barres liées dans les directions X et Y.
Hauteur de dépôt (coordonnées Z) :
La hauteur saisie est transférée comme coordonnée Z. C'est important si le dépôt s'effectue au-dessus du laps transversal, afin que le bras de préhension ne soit pas endommagé par le robot de barre.
Angle de placement réglé à 0 degré
Normalement, l'angle réel des barres groupées est attribué. Avec le paramètre Angle de placement réglé à 0 degré - Oui, l'angle de placement est recalculé et fixé à 0 degré. Sur certaines machines (Filzmoser), ce réglage est nécessaire pour que le robot dépose 2 barres à la fois (avec le double grappin). Certaines machines ont cependant besoin du véritable angle de placement (différent de 0 degré) pour que les aciers soient reconnus comme ne pouvant pas être posés.
![]() Onglet 'Classement'
Onglet 'Classement'
Permet de classer les données relatives à l'acier.
Ordre de tri/classement
Sélectionnez une entrée dans le tableau de gauche et modifiez-la à l'aide des boutons situés à droite du tableau. Vous pouvez déplacer l'entrée vers le haut ou vers le bas, définir le classement par ordre croissant ou décroissant et activer ou désactiver le critère de classement.
Les fonctions situées à droite du tableau![]() Déplacer vers le haut,
Déplacer vers le haut,![]() Déplacer vers le bas
Déplacer vers le bas![]() permettent de définir le classement par ordre croissant ou décroissant et
permettent de définir le classement par ordre croissant ou décroissant et![]() d'activer ou désactiver le critère de classement.
d'activer ou désactiver le critère de classement.
Numéros pour le type de barre
Si les barres sont classées en fonction de leur type, il est possible de définir ici, par l'attribution d'un numéro d'ordre, quel type de barre aura désormais la priorité.
Les numéros d'ordre peuvent être modifiés en sélectionnant le numéro d'un type de barre dans la liste, puis en cliquant simplement sur le numéro d'ordre pour l'ouvrir et l'éditer.
Largeur bande coordonnées X/Y :
Dans la plage indiquée, le classement par coordonnées est pour ainsi dire désactivé, afin de privilégier la priorité suivante en cas de différences minimes (par exemple, des bords légèrement inclinés).
Comprimer les él. d'armatures
Ce paramètre peut uniquement être sélectionné si un pilote des interfaces CAD CAM d'Unitechnik est réglé dans l'onglet Création de données.
Les aciers de même longueur et de même diamètre, parallèles les uns aux autres sur la table, ne sont pas attribués individuellement, mais par quantité/espacement. Cela permet de minimiser considérablement la quantité de données, par exemple lorsque 35 aciers transversaux sont réduits à 1 bloc de données.
Dist. de partage max [mm] :
Il est possible de déterminer la distance maximale de partage (distance parallèle) pour les éléments à comprimer.
![]() Onglet 'Distanceur'
Onglet 'Distanceur'
Permet de définir comment et sur quelles barres les distanceurs sont calculés.
Transférer distanceurs
Aciers longitudi. :
Les distanceurs sont calculés sur les barres longitudinales.
Aciers transvers. :
Les distanceurs sont calculés sur les barres transversales, niveau 1 et/ou 2 (barres placées manuellement).
Type Di :
Le type de distanceur est déterminé sur la base de l'enrobage. L'indication se fait sur une plage déterminée (de-à). La hauteur du distanceur correspond en général au type multiplié par 5.
Exemple : Type 3 : 0.0 - 19.0, Type 4 : 20.0 - 100.0
Si aucune plage valide n'est trouvée, aucun distanceur n'est attribué.
Barres transversales supérieures :
Les distanceurs sont calculés sur les barres transversales supérieures, niveau 1 et/ou 2.
Type dist. pr barres transv. sup. :
Ce type de distanceur est généralement attribué aux barres transversales du ferraillage supérieur.
Diamètre valide pour espacement :
Permet de définir quels diamètres sont valables pour les distanceurs. Si un diamètre ne correspond pas à la plage indiquée, aucun distanceur n'est attribué.
Méthode de calcul :
Equidistant : les distanceurs sont répartis à intervalles réguliers sur les barres transversales. Le nombre de distanceurs est déterminé par le poids des éléments de ferraillage reposant sur les barres transversales, et par la capacité de charge maximale d'un distanceur. Utilisation pour les prédalles et les murs de deuxième production.
Poutrelles verrouillées : les distanceurs sont positionnés alternativement à gauche et à droite de la poutrelle. Utilisation pour les murs de première production.
Info-distance :
Ce paramètre peut uniquement être sélectionné si un pilote des interfaces CAD CAM d'Unitechnik est réglé dans l'onglet Création de données.
Succincte : les éléments suivants sont attribués : type de distanceur, distance au bord et entraxe.
Longue : chaque position du distanceur est attribué (nécessaire pour la méthode de calcul non équidistante !).
![]() Onglet 'Param. DISTA'
Onglet 'Param. DISTA'
Informations spécifiques au distanceur. En fonction de la méthode de calcul du distanceur sélectionné, les paramètres suivants sont utilisés :
Nombre
Nb mini/maxi par acier :
Quantité limitée à 20.
Nb maxi par rang d'aciers :
Quantité limitée à 150.
Distances
Distance au bord min. :
Distance au bord min. du distanceur.
Distance min/max. :
Valeurs limites des distanceurs les uns par rapport aux autres.
Force portante
Force portante max d'un distanceur [kg] :
Affecte le nombre de distanceurs : la quantité est calculée à partir de la capacité de charge des distanceurs et du poids du ferraillage inséré dans une dalle. Bien entendu, lors du calcul de la quantité, les paramètres des autres domaines ont une priorité plus élevée.
Remarque :
Si la quantité de distanceurs est généralement trop élevé ou trop faible, modifiez d'abord le réglage de la capacité de charge.
Paramètres pour 'fixer poutrelles'
Dist. mini à l'acier :
Dist. mini jusqu'à dalle porteuse :
Distance min. à poutrelle au mur face 1 :
Distance min. à poutrelle au mur face 2 :
Valable uniquement pour la méthode de calcul "Poutrelles verrouillées".
![]() Onglet 'Poutrelles'
Onglet 'Poutrelles'
Produire des poutrelles standard
Produire des poutrelles d'effort tranchant
Produire des poutrelles de renfort
Permet de régler la faisabilité des supports.
Transférer uniquement le type de poutrelle principale
Si une plaque contient différents types de poutrelles (par exemple, des poutrelles d'effort tranchant ou de renfort), seul le type de poutre majoritaire en nombre est attribué à la machine, afin d'éviter un changement et donc des retards de production.
Angle de dispo. pr robot mur / dalle :
l'angle de position doit être indiqué. Une ou plusieurs valeurs peuvent être saisies. Exemple : 0, ou 0,90, .
Filtre
Hauteurs de raidisseur pouvant être créées :
Permet d'exclure les poutrelles de la production en raison de leur hauteur (inscrite dans le catalogue Poutrelles).
Une ou plusieurs valeurs peuvent être saisies, en [mm]. Exemple : 100,120,140,160,
Longueurs impossibles à créer :
Permet d'exclure les poutrelles de la production en raison de leur longueur.
Une ou plusieurs valeurs peuvent être saisies. Exemple : 0-0.199, ou 0-0.199, 0.40,
![]() Onglet 'Classement'
Onglet 'Classement'
Permet de classer les données relatives aux poutrelles.
Ordre de tri/classement
Sélectionnez une entrée dans le tableau de gauche et modifiez-la à l'aide des boutons situés à droite du tableau. Vous pouvez déplacer l'entrée vers le haut ou vers le bas, définir le classement par ordre croissant ou décroissant et activer ou désactiver le critère de classement.
Les fonctions situées à droite du tableau![]() Déplacer vers le haut,
Déplacer vers le haut,![]() Déplacer vers le bas
Déplacer vers le bas![]() permettent de définir le classement par ordre croissant ou décroissant et
permettent de définir le classement par ordre croissant ou décroissant et![]() d'activer ou désactiver le critère de classement.
d'activer ou désactiver le critère de classement.
Numéros pour le type de poutre
Si les poutrelles sont classées en fonction de leur type, il est possible de définir ici, par l'attribution d'un numéro d'ordre, quel type de poutrelle aura désormais la priorité.
Les numéros d'ordre peuvent être modifiés en sélectionnant le numéro d'un type de poutrelle dans la liste, puis en cliquant simplement sur le numéro d'ordre pour l'ouvrir et l'éditer.
Largeur bande coordonnées X/Y :
Dans la plage indiquée, le classement par coordonnées est pour ainsi dire désactivé, afin de privilégier la priorité suivante en cas de différences minimes (par exemple, des bords légèrement inclinés).
Compresser données poutre
Ce paramètre peut uniquement être sélectionné si un pilote des interfaces CAD CAM d'Unitechnik est réglé dans l'onglet Création de données.
Les poutrelles de même longueur et de même diamètre, parallèles les uns aux autres sur la table, ne sont pas attribués individuellement, mais par quantité/espacement. Cela permet de minimiser considérablement la quantité de données, par exemple lorsque 10 poutrelles de renfort sont réduites à 1 bloc de données.
Dist. de partage max [mm] :
Il est possible de déterminer la distance maximale de partage (distance parallèle) pour les éléments à comprimer.
|
(C) ALLPLAN GmbH |
Protection des données |

